Si se otorgara un premio por proyectos de fabricación rápida de bebidas, las instalaciones de procesamiento de bebidas lácteas y no lácteas de HP Hood LLC en Batavia, Nueva York, probablemente constituirían un jugador de primera línea por su velocidad de escalamiento.
A mediados del año 2017, HP Hood compró una planta de fabricación de yogurt de 334.000 pies cuadrados, previamente operada por Mueller-Quaker de Dairy Farmers of America (DFA).
 Los sistemas Tetra Therm Aseptic VTIS proporcionan flujo continuo automatizado que calienta el producto y mantiene su temperatura durante un corto lapso, luego enfría el producto a la temperatura de empaque.Foto de Pixel Pro Video.
Los sistemas Tetra Therm Aseptic VTIS proporcionan flujo continuo automatizado que calienta el producto y mantiene su temperatura durante un corto lapso, luego enfría el producto a la temperatura de empaque.Foto de Pixel Pro Video.
Para el verano de 2018, Hood había fabricado su primer producto comercializable y, en 2019, la instalación de Batavia fue nombrada uno de los ganadores del Premio a la Innovación en la Manufactura (Manufacturing Innovation Award 2018) de ProFood World.
Inicialmente, Hood agregó una sala de tanques de preparación, una sala de recepción de azúcar con capacidad de almacenamiento y una sala de tanques asépticos, y amplió el área de empaque. Para cuando comenzó la producción en 2018, la instalación tenía 360.000 pies cuadrados.
A mediados de 2019, la planta creció a 444,000 pies cuadrados con la adición de un área de almacenamiento refrigerado con sistema de almacenamiento y recuperación automáticos (ASRS, por su sigla en inglés). Este sistema apoyado en estanterías, cuenta con nueve grúas robóticas y es capaz de almacenar 24.000 posiciones de palés. Y está listo para comenzar ya que las pruebas continuaban en el momento de publicación de este artículo.
Renovación total, reutilización inteligente
La primera parte de la renovación de la planta existente fue eliminar todo el equipo para procesar el yogur. Esto incluía equipos de procesamiento, llenado, envasado y enfriadores. Hood realizó una subasta para vender parte del equipo, luego procedió a desalojar la mayoría de la planta.
Se instalaron nuevos desagües, pisos y paredes en toda la fábrica, así como nuevas torres de enfriamiento. "Se instalaron ocho tanques exteriores nuevos para el almacenamiento de ingredientes / productos", según el gerente de la planta Mike Corporon, sumando 500,000 galones de capacidad.
Hood pudo reutilizar la recepción y el almacenamiento de la leche cruda y gran parte de los sistemas de servicios, como el vapor, el aire comprimido y los sistemas de filtración de agua. El propietario anterior de la planta también tenía un sistema de refrigeración único, donde se capturaba el amoníaco en la sala de máquinas y se transfirió el glicol a todo el edificio para aire acondicionado, enfriamiento del proceso, etc, que Hook mantuvo.
La planta existente en realidad contaba con una estructura muy sólida, afirma Keith Perkey, vicepresidente de la división de alimentos y bebidas de Haskell. Haskell apoyó a Hood en este proyecto y también fue la empresa que diseñó y construyó las instalaciones originales. Si bien algunos de los equipos de procesamiento y empaque existentes se reutilizaron, Haskell tuvo que evaluar los sistemas de tuberías, válvulas y control del proceso. "Terminamos reutilizando algunos de los equipos de empacado", dice Perkey, como las paletizadoras para envoltura encogible y las cintas transportadoras.
Se agregaron varias matrices de válvulas y otras a prueba de mezcla para crear sistemas de procesamiento eficientes. En una planta de este tamaño con múltiples ciclos de limpieza in situ (CIP), Hood también decidió instalar sensores de turbidez y otras actualizaciones de control para mejorar la eficiencia.
La conversión de la planta incluyó la adición de un sistema CIP de un solo uso, afirma Corporon. "Este sistema está diseñado para minimizar el riesgo de contaminación cruzada y optimizar la concentración química para cada circuito de limpieza". La instalación de Batavia tiene cinco sistemas de un solo uso capaces de limpiar más de 30 circuitos diferentes. Corporon agrega que todo el proceso CIP está automatizado y monitoreado, y cada ciclo CIP se registra electrónicamente en una base de datos para los requisitos de mantenimiento de datos históricos.
 Todas las líneas de empaque tienen inspección por cámara para garantizar que la caja y la etiqueta del producto coincidan con el producto procesado por la llenadora. Cuando el contenedor pasa activa el sensor, y la cámara toma una fotografía. El sistema dirige los rechazos según los resultados de la inspección.Foto de Joyce Fassl
Todas las líneas de empaque tienen inspección por cámara para garantizar que la caja y la etiqueta del producto coincidan con el producto procesado por la llenadora. Cuando el contenedor pasa activa el sensor, y la cámara toma una fotografía. El sistema dirige los rechazos según los resultados de la inspección.Foto de Joyce Fassl
Al diseñar la nueva instalación, la seguridad alimentaria era una prioridad definitiva. Hood quería crear la mejor planta de su clase y cumplir o superar los requisitos reglamentarios.
"Consideramos los desafíos experimentados en otras instalaciones de fabricación de alimentos y los aprendizajes de otros profesionales de la industria en el diseño de las instalaciones", dice Corporon.
A medida que los requisitos de la FDA cambian con los años, es más fácil cumplirlos con una nueva planta, afirma, así como implementar equipos y diseños de edificios hechos para cumplir con los requisitos reglamentarios, con un mantenimiento preventivo, limpieza y operación adecuados.
"Nuestro sistema de gestión de seguridad alimentaria es un diseño integral, progresivo y adecuado desde el primer momento", dice Matt Weist, gerente de control de calidad de la planta de Batavia. "Hemos establecido políticas y programas que requieren que todos los grupos funcionales y de apoyo se centren en realizar sus tareas con la seguridad alimentaria como base de cada acción".
El programa está diseñado para ser impulsado por la mejora del proceso. Cada parte del sistema se evalúa regularmente una vez puesto en su sitio, y se mejora para que el programa continúe mejorando. "Después de eso, lo hacemos nuevamente y evaluamos el sistema otra vez", afirma Weist. "El propósito es asegurar estamos continuamente monitoreando nuestro programa para asegurarnos de desafiarnos para tener el mejor sistema que podamos, y reducir o eliminar cualquier riesgo encontrado".
Por ejemplo, los sistemas de registro y seguimiento para los sistemas de pasteurización de leche cruda se actualizaron para cumplir con las regulaciones del USDA. La campana ha agregado el tipo de producto y el tiempo de ejecución o el tiempo entre la limpieza del sistema. Esto ayuda a la planta a garantizar que cumple con los requisitos de la ordenanza de leche pasteurizada (PMO, por su sigla en inglés) de la FDA.
“Tenemos alertas de programación cuando se cumplen 72 horas para los lavados de tanques requeridos. También hemos agregado la revisión electrónica y la verificación de los CIP con nuestro sistema”, afirma Corporon. "FactoryTalk de Rockwell Automation ciertamente nos ayuda a cumplir con los requisitos de registros electrónicos de PMO y garantizar que cumplamos con las exigencias de tiempo / temperatura y CIP".
Los equipos de calidad y saneamiento de Hood revisaron y mejoraron los estándares de seguridad alimentaria de la planta existente con estaciones de limpieza y formación de espuma adicionales. Además, los equipos de Haskell y Hood asistieron a la capacitación de la Ley de Modernización de Seguridad Alimentaria para garantizar que construyeron una instalación de fabricación de productos lácteos fluidos de clase mundial.
La instalación certificada por SQF ha recibido la aprobación de leche Grado A del estado de Nueva York, proporciona envío directo a los clientes y recibe 40 camiones cisterna de leche por semana de granjas locales, con 200 camiones salientes por semana.
 La planta de conversión incluyó la adición de cinco sistemas CIP de un solo uso diseñados para minimizar el riesgo de contaminación cruzada y optimizar la concentración química para cada circuito de limpieza. El sistema CIP puede limpiar más de 30 circuitos diferentes.Foto de Pixel Pro Video.
La planta de conversión incluyó la adición de cinco sistemas CIP de un solo uso diseñados para minimizar el riesgo de contaminación cruzada y optimizar la concentración química para cada circuito de limpieza. El sistema CIP puede limpiar más de 30 circuitos diferentes.Foto de Pixel Pro Video.
Después de la mezcla, el producto se envía a varios tanques de lotes de 12.000 galones, donde se prueba y verifica, luego se traslada a los procesadores y finalmente a los tanques estériles. Como parte del sistema de mezcla, se introducen ingredientes secos para hacer el lote adecuado.
Después de la esterilización, el producto se transfiere a las llenadoras, etiquetadoras, empacado en cajas y luego paletizadoras. Actualmente, algunos palés se dirigen al almacén convencional con una capacidad de 2.500 espacios de palés. La instalación de Batavia está en proceso de poner en servicio un nuevo ASRS refrigerado de 82.000 pies cuadrados, que cuenta con funciones sofisticadas de selección de capas / cajas y carriles de etapas de salida programados. El almacén altamente automatizado y tiene la capacidad para manejar más de 160 palés por hora y cuenta con robótica para recolección de capas de cajas. El nuevo ASRS tiene una huella en la fábrica similar al enfriador convencional, pero presenta una capacidad de almacenamiento de palés que es aproximadamente 10 veces mayor en 24.000 de estos. "Podremos cargar un camión y sacarlo por la puerta en 30 minutos desde que llega al sitio", afirma Kevin Moyer, ingeniero de proyectos de HP Hood en la planta.
Otra gran cosa acerca de esta instalación es que los servicios públicos están separados del área de producción, separados por un corredor, dice Corporon. Además, la instalación de producción de yogur anterior tenía un entrepiso para respaldar su operación de llenado. "Reutilizamos eso, y ubicamos todos nuestros equipos auxiliares que normalmente se ven en un área de empaque, como patines CIP, prensas, refrigeradores, arriba y lejos de nuestra área de empaque", explica Corporon. "Deja un área de empaque muy limpia, fácil de mantener y ciertamente más segura sin todo ese equipo".
Además, los sistemas de servicios públicos son capaces de manejar cargas significativamente más grandes que las requeridas por la instalación original.
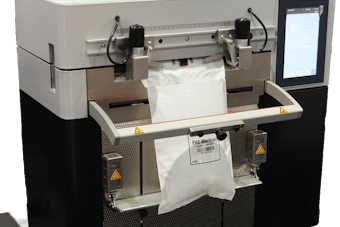
 Modula Lift, una unidad de almacenamiento vertical de piezas de repuesto, permite al personal de mantenimiento encontrar piezas de forma rápida y correcta. La selección automática y las guías láser aseguran que el personal esté recolectando la parte correcta.Foto de Pixel Pro Video.
Modula Lift, una unidad de almacenamiento vertical de piezas de repuesto, permite al personal de mantenimiento encontrar piezas de forma rápida y correcta. La selección automática y las guías láser aseguran que el personal esté recolectando la parte correcta.Foto de Pixel Pro Video.
 Modula Lift es una unidad vertical de almacenamiento de repuestos que ahorra espacio en el piso de la plantaFoto de Pixel Pro Video.
Modula Lift es una unidad vertical de almacenamiento de repuestos que ahorra espacio en el piso de la plantaFoto de Pixel Pro Video.
Al comienzo del proyecto, los ingenieros de procesos de Haskell pasaron varios meses evaluando y probando varios productos de software de sistemas de control para garantizar un sistema de procesos flexible, rentable y confiable. Esta investigación inicial le ahorró dinero a Hood al retener algunas de las características y productos de software del sistema de control de la planta original, al tiempo que mejoraba la eficiencia al eliminar las piezas que habían quedado obsoletas.
Con el nuevo equipo en su lugar, Haskell mejoró la seguridad del operador al utilizar estratégicamente válvulas a prueba de mezclas que cumplen con PMO. La eficiencia de los sistemas CIP de la línea de producción también se mejoró mediante el uso de sensores de turbidez para minimizar el uso de agua para empujar, lavar y cambiar los productos, sin comprometer la seguridad del producto. De hecho, dice Perkey, todos los circuitos de limpieza CIP fueron optimizados para proporcionar resultados de limpieza repetibles con un uso mínimo de agua, vapor y productos químicos.
Además, se usó la tecnología de bus ASI para todas las válvulas de proceso en todo el sistema para minimizar los paneles de E / S centralizados, lo que subsecuentemente reduce los costos de instalación.
"Todo el código de los PLC (controladores lógicos programables) para la planta se reescribió desde cero para admitir un nuevo y moderno concepto de sistema que incluía PLC ControlLogix, FactoryTalk View SE, Historian y PlantPAx", dice Perkey. Se incorporó una cantidad significativa de E / S Ethernet en el nuevo sistema con las últimas mejoras de Ethernet, incluida la tecnología de anillo a nivel de dispositivo, que puede detectar rápidamente fallas de red y reconfigurar la red para mantener los procesos continuos en funcionamiento.
Dentro del nuevo sistema totalmente automatizado, basado en una plataforma Rockwell de PLC e interfaz hombre-máquina, el sistema de registro y seguimiento cumple con 21 CFR Parte 11 que establece las regulaciones de la FDA sobre registros electrónicos y firmas electrónicas. "Aplicable a todas las industrias reguladas por la FDA, estas regulaciones requieren auditorías, validaciones de sistemas, registros de auditoría y documentación para todo el software y sistemas involucrados en el procesamiento de datos electrónicos", afirma Perkey.
Las inversiones en software y controles minimizan el tiempo de inactividad del sistema, aumentan las eficiencias de producción y mantienen un alto nivel de seguridad del producto y del operador exigido dentro de la industria láctea.
 El almacén altamente automatizado cuenta con 24,000 espacios de almacenamiento de palés atendidos por nueve grúas apiladoras de estas, con la capacidad de manejar más de 160 palés por hora, utilizando una metodología de almacenamiento avanzada.Foto de Pixel Pro Video.
El almacén altamente automatizado cuenta con 24,000 espacios de almacenamiento de palés atendidos por nueve grúas apiladoras de estas, con la capacidad de manejar más de 160 palés por hora, utilizando una metodología de almacenamiento avanzada.Foto de Pixel Pro Video.
En la actualidad, la planta cuenta con tres líneas de envases de plástico capaces de llenar botellas de HDPE y PET en tamaños que varían de 32 a 96 onzas, lo que equivale a aproximadamente 380,000 galones por día. Además, cinco líneas de empaque de papel producirán aproximadamente 6.400 cajas por hora para finales de 2020. Al cierre de esta edición, dos líneas de empaque gable-top estaban en funcionamiento.
Hood quería que la planta se pareciera a su instalación de producción existente en Winchester, Virginia. Al replicar algunos de los sistemas de empaque en Winchester, utilizó nueva tecnología para analizar los sistemas existentes y hacer mejoras en la nueva instalación en Batavia.
Debido a que se requería acumulación en los sistemas de empaque, Haskell ejecutó una simulación y construyó un gemelo digital. "Simulamos todo el empaque y los sistemas de proceso para que pudiéramos corregir las acumulaciones para asegurarnos de que [Hood] no tuviera que invertir demasiado en transportadores y acumulación innecesaria", dice Perkey.
Además, tener un gemelo digital de la línea de empaque completada antes de la finalización de la construcción permitió al equipo del proyecto solucionar cualquier problema con anticipación, minimizando el tiempo y el dinero invertido en el inicio. Esta mirada virtual en la línea de empaque antes de adquirir o instalar cualquier equipo también aseguró que la línea cumpliría con la efectividad general deseada del equipo.
Además de reutilizar algunos de los equipos de la instalación original (incluidos paletizadores, envolvedoras con película contraíble y un transportador de palés), el proyecto también incluyó las principales operaciones de unidades de embalaje de proveedores como Shibuya, Evergreen y KHS. Líneas de envasado eficientes y rentables, que están diseñadas para minimizar, simplificar o, en algunos casos, eliminar por completo el cambio de línea, maximizar el tiempo de actividad de la planta y reducir el mantenimiento de la línea.
Por ejemplo, el equipo de llenado de líquidos Shibuya ESL se instaló para proporcionar capacidad de llenado de envases de plástico para botellas de HDPE y PET. La llenadora para productos de vida en estantería prolongada (ESL, por su sigla en inglés) proporciona un entorno de llenado y sellado ultra limpio al utilizar un sistema de cámara para optimizar el rendimiento de limpieza, saneamiento, llenado y sellado de la máquina. Las características avanzadas incluyen llenado programado con control de peso, recopilación de datos de operaciones de llenado y sellado, sistema de limpieza automatizado y monitoreo y tendencia CIP. "El sistema automático de limpieza y saneamiento funciona con una mínima intervención humana", dice Corporon. Tres líneas de Shibuya están en funcionamiento.
Además, se instalaron llenadoras Evergreen EH-3 para llenar envases de cartón, asegurando que la producción de ESL se envasa en condiciones de ESL y filtración de aire HEPA. El tratamiento del cartón ocurre cuando las boquillas rocían una fina corriente de aire esterilizante en los paneles internos y los componentes de los cartones. Luego, la caja de cartón viaja a través de una cámara de esterilización que sopla suavemente aire caliente dentro de la caja de cartón antes de ingresar a las estaciones de llenado.
Las unidades Tetra Therm Aseptic son sistemas de flujo continuo totalmente automatizados que calientan el producto, mantienen la temperatura del producto durante un corto período de tiempo y enfrían el producto a la temperatura de envasado. El sistema de control integrado se basa en la plataforma Logix de controladores de procesos PLC Logix de Allen-Bradley y proporciona una interfaz de sistema para el sistema Tetra Therm Aseptic VTIS - ESL y el control Aseptic Tank de Tetra Pak.
Otra forma en que Hood acelera la eficiencia es con Modula Lift, una unidad vertical de almacenamiento de repuestos. Permite al personal de mantenimiento encontrar piezas de forma rápida y correcta y cuenta con guías automáticas de selección y láser para garantizar que el personal recoja la pieza correcta. Además, la unidad vertical ahorra espacio en el taller. En el futuro, la instalación de Batavia permitirá el pedido de repuestos en este sistema.
 Euromonitor
Euromonitor
Se incluyeron mejoras en el sistema de tratamiento de aguas residuales en la conversión de la planta. "Nuestra planta actual de tratamiento de aguas residuales incluye pre-screening, un depósito de aireación de 1 millón de galones, un tanque bio P y un sistema DAF", afirma Corporon. El sistema es capaz de procesar aproximadamente 400,000 gpd a 300 gpm de aguas residuales.
La planta puso en marcha su primer sistema de ósmosis inversa en octubre y está buscando oportunidades para utilizar el flujo de residuos. Además, el sitio de Batavia ha sido una instalación cero-residuos-a-los-vertederos desde que comenzó la producción en julio de 2018.
Algunos aspectos destacados de las iniciativas ecológicas de la instalación incluyen:
• Una nueva caldera utiliza un variador de frecuencia en el motor del ventilador para ahorrar electricidad.
• Uso de agua más eficiente cuando se lavan instalaciones de equipos nuevos.
• Toda la nueva iluminación de la planta de interior es LED.
• Reemplazar la iluminación exterior con LED.
• Las mejoras de decantación de lodos reducen los requisitos de acarreo.
• El generador de agua estéril UV optimizado reduce el uso de agua.
Algunas de las próximas iniciativas de la planta incluyen mejorar el equipo de manipulación para el reciclaje de botellas de plástico y una auditoría de iluminación para la conversión de LED para cualquier proyecto de construcción y renovación.
Esperar lo inesperado
Corporon dice que los fabricantes de alimentos y bebidas deben esperar lo inesperado al asumir un proyecto de esta complejidad. “Con múltiples vías para el proyecto, es probable que se den distintas prioridades en competencia. Incluir contingencias en el proceso de planificación es importante”, afirma.
La capacitación y la comunicación clara también hicieron que el proyecto fuera un éxito para Hood, y Corporon dice que la capacitación marcó la diferencia. La instalación aprovechó la capacitación de OEM, contratistas expertos en la materia y técnicos experimentados. Además, las reuniones estructuradas de seguridad, las juntas diarias de contratistas antes del turno y las de planificación fueron "absolutamente críticas para el éxito del proyecto", afirma Corporon. "Me impresionó la capacidad de los equipos para entregar proyectos críticos que se cruzan a un ritmo notable utilizando ideas innovadoras", agrega.
En un período de tiempo muy corto, Hood convirtió una instalación de productos lácteos cultivados en una planta tecnológicamente avanzada que produce y empaca leche líquida para bebidas lácteas larga vida (ESL). Ubicada en 82 acres, las instalaciones de Batavia tienen mucho espacio para la expansión. De hecho, en 2020, la planta se está preparando para instalar un procesador adicional de temperatura ultra alta y más líneas de llenado en cartón a temperatura ultra alta. Cuando se le preguntó qué le depara el futuro a la instalación, Corporon espera instalar aplicaciones de software más avanzadas, mejorar la maquinaria existente e implementar más herramientas tecnológicas portátiles en la planta.
De humildes comienzos a líder de la industria
Harvey Perley Hood fundó HP Hood en 1846 en Charlestown, Massachusetts, con una sola ruta de la leche. Rápidamente se enteró de que el negocio de los lácteos era más complejo que simplemente entregar leche porque el suministro de leche de las granjas cercanas podía ser de calidad irregular, incierta y a veces cuestionable. Esto lo inspiró a establecer la premisa básica que todavía guía las operaciones de la compañía hoy en día: fabricar productos superiores utilizando ingredientes de calidad y los más altos estándares para ganar la confianza y lealtad de nuestros clientes.
HP Hood fue la primera compañía en introducir la pasteurización en Nueva Inglaterra en 1896; el primero en comercializar yogur congelado o "frogurt" en la década de 1970; y el primero en lanzar medio galón de leche de larga duración (ESL) en los Estados Unidos en 1992.
Hoy, HP Hood es uno de los mayores fabricantes privados de alimentos y bebidas del país. La compañía manufactura productos de marca nacional y de marca privada, y ofrece servicios de fabricación por contrato en cinco plantas ESL para satisfacer las necesidades de sus clientes.
¡Su compañía también podrías ser ganadora!
En junio de 2020, en ProFood Live!, la publicación ProFood World reconocerá proyectos sobresalientes de innovación en procesamiento y envasado de alimentos y bebidas a través de la cuarta competencia anual de Manufacturing Innovation Awards 2020 (Premios a la Innovación en la Manufactura). Todas las aplicaciones al premio deben enviarse antes del 17 de enero de 2020.
Los proyectos finales en los últimos 18 meses son elegibles para competir (junio de 2018 a diciembre de 2019). Las postulaciones deben basarse en una sola ubicación de la planta. Los programas y proyectos de toda la empresa no son elegibles para este premio.
Los tipos de proyectos elegibles para el premio incluyen instalaciones nuevas; proyectos de expansión y / o renovación de plantas; expansión de línea principal que incorpora tecnología innovadora; e importantes actualizaciones de plantas en automatización, seguridad alimentaria, eficiencia y sustentabilidad. Para obtener más información sobre los criterios de evaluación y los requisitos de ingreso, visite www.profoodworld.com/page/awards-mia.
Los ganadores anteriores incluyen firmas como Just Born, Royal Cup Coffee and Tea, Clemens Food Group, Dairy Farmers of America y más.