Columbia, S.C., es el hogar de la cervecería más nueva de Mark Anthony Brewing (MAB). La empresa necesitaba ampliar rápidamente la capacidad de producción, ya que la demanda de White Claw Hard Seltzer, Mike's Hard Lemonade, Mike's HARDER, Cayman Jack Cocktails y MXD Cocktails seguía creciendo.
MAB es la cuarta cervecera más grande de Estados Unidos y brinda servicios de gestión de la cadena de suministro y elaboración de cerveza para The Mark Anthony Group of Companies, una compañía internacional de bebidas con un portafolio de marcas de bebidas.
 La nueva instalación de MAB fabrica Mike's Hard Lemonade, White Claw Hard Seltzer y otras marcas listas para beber proporcionará una mayor capacidad para satisfacer la demanda de los consumidores en el este de Estados Unidos.Foto cortesía de Mark Anthony Brewing
La nueva instalación de MAB fabrica Mike's Hard Lemonade, White Claw Hard Seltzer y otras marcas listas para beber proporcionará una mayor capacidad para satisfacer la demanda de los consumidores en el este de Estados Unidos.Foto cortesía de Mark Anthony Brewing
Durante la pandemia mundial, mientras otras empresas detenían sus operaciones o implementaban medidas de ahorro de costos, el MAB adoptó un enfoque diferente. La empresa privada y empresarial tomó la decisión de invertir $1.400 millones de dólares en sus tres cervecerías y construir la cervecería tecnológicamente más avanzada construida en los Estados Unidos en los últimos 28 años, para respaldar la demanda de White Claw Hard Seltzer. La más grande de estas es la nueva instalación de envasado y cervecería de última generación con un costo de $490 millones y 120.770 metros cuadrados en Columbia.
El grupo de trabajo de selección de sitios del MAB analizó 18 ubicaciones posibles en cinco estados y redujo el campo a dos ubicaciones, según la compañía cervecera. Una de las principales razones por las que el MAB decidió construir en Columbia fue el espíritu de colaboración y compromiso del Estado de Carolina del Sur, el Departamento de Comercio y el Consejo de Desarrollo Económico del Condado de Richland que adoptaron su visión y cronograma para transformar la ubicación desde el concepto inicial a una instalación totalmente operativa en un tiempo récord.
Un proyecto de este tamaño normalmente tomaría de cuatro a seis años para planificar y construir. La ambiciosa línea de tiempo de MAB hizo que el sitio se transformara desde el punto de partida inicial hasta la producción de la primera caja vendible del producto en solo 346 días.
Para acelerar el proyecto, MAB necesitaba un equipo integrado de diseño y construcción para hacer realidad su visión. El cervecero eligió a la empresa de ingeniería Clayco para cumplir con la velocidad y la experiencia de alta calidad de construcción necesarias para el desafiante proyecto.
Un cronograma de finalización de alta velocidad era exigente para todos los socios del proyecto, explica Joe Crawford, gerente de proyecto de Clayco para el diseño de la instalación. “Crear la ingeniería y pedir y enviar el equipo en medio de la pandemia de COVID-19 fue un gran desafío”, dice. De hecho, la construcción comenzó solo 30 días después de que el proyecto fuera adjudicado a Clayco, y se alcanzó una finalización sustancial en menos de un año.
 Los paquetes variados se colocan en cajas de cartón finales que se cargan y paletizan nuevamente, listos para enviar al mercado.Foto por Sam Fentress
Los paquetes variados se colocan en cajas de cartón finales que se cargan y paletizan nuevamente, listos para enviar al mercado.Foto por Sam Fentress
En el pico de producción, la instalación puede producir 6 millones de barriles de producto terminado y empacar 80 millones de cajas por año, con una velocidad de empaque de casi 1,000 barriles por hora. Una línea de embotellado de vidrio llena 50.000 botellas por hora. La instalación de Columbia produce White Claw Hard Seltzer, Mike's Hard Lemonade, Mike's HARDER y Cayman Jack Cocktails, y proporcionará una mayor capacidad para satisfacer la demanda de los consumidores en el este de Estados Unidos.
El MAB realizó su primera reunión con Clayco en octubre de 2020. Un mes después, el MAB le dio la aprobación a Clayco para continuar con el proyecto greenfield. Con la inauguración en diciembre de 2020, la instalación del proceso comenzó en abril de 2021. Mediante el uso de modelos de nubes de puntos, Clayco creó una réplica en línea de la instalación en un entorno 3D, proporcionando a MAB y a sus socios del proyecto acceso a una planta completamente inmersiva antes de que la planta estuviera en pleno funcionamiento.
Instalación de vías rápidas de colaboración
MAB reunió cuidadosamente equipos de ingenieros y OEM internacionales en ambos lados del Océano Atlántico. El complejo proyecto fue diseñado y construido a propósito con tecnología que en parte tuvo que ser desarrollada y diseñada a medida que se construía la instalación. En todo momento, la seguridad y los estándares de construcción de alta calidad fueron primordiales.
Para lograr su objetivo, MAB tuvo que deshacerse de las convenciones y trabajar mano a mano con socios para diseñar e innovar a la velocidad de la luz.
 Cajas de Surf, el producto MAB más nuevo que combina varios sabores de White Claw, salen de la línea de envasado.Foto cortesía de Mark Anthony Brewing
Cajas de Surf, el producto MAB más nuevo que combina varios sabores de White Claw, salen de la línea de envasado.Foto cortesía de Mark Anthony Brewing
Desde el principio, MAB desafió a sus socios a pensar de manera diferente e innovar como nunca antes lo habían hecho. En algunos casos, el proyecto incluía proveedores competidores que se centraban en cumplir la visión del MAB.
Ziemann Holvrieka supervisó la tecnología de procesamiento del proyecto y trabajó en estrecho contacto con los proveedores de la línea de envasado KHS y Krones para coordinar todos los elementos del soporte para tuberías en el edificio, la ubicación de las alimentaciones y los servicios que requería cada tubería.
“Preparar el espacio para los OEM (Krones, KHS y Ziemann Holvrieka) fue uno de nuestros mayores desafíos”, dice Daniel Botts, director de proyectos de Clayco. “Comenzamos a construir el 1 de diciembre y el 15 de abril entregamos aproximadamente 3.710 metros cuadrados a Ziemann. Un mes después, entregamos alrededor de 37.160 metros cuadrados a los equipos de Krones y KHS”.
Ziemann Holvrieka proporcionó 56 tanques de acero inoxidable especialmente diseñados, con una capacidad total para contener casi 4 millones de galones de líquido. Los tanques viajaron en barcazas por el río Rin de Alemania, donde se cargaron en un barco y se enviaron al puerto de Charleston. Luego, los tanques tuvieron que tomar una ruta muy específica y segura para llegar al sitio del MAB en Columbia, que está a más de 100 millas del puerto.
Los tanques tienen una capacidad de unos 2.000 hectolitros, equivalente a 1.700 barriles. “El diámetro exterior es un poco más de 4 m, que es el máximo que se puede poner en un camión y enviar por una carretera y, con suerte, no tener que quitar los semáforos y otras cosas en el camino”, afirma Greg Norris, ventas y director de desarrollo comercial, América del Norte para Ziemann Holvrika.
El empaque de variedades sobre la marcha es único y de alta tecnología
Krones proporcionó las líneas de llenado de botellas que funcionan con 50.000 botellas por hora, según el Gerente de Proyectos de Krones, Dylan Hansen, y la línea de paquetes variados que incluye diferentes sabores de Mike's Hard y Cayman Jack, por ejemplo.
“Uno de los productos en crecimiento de MAB son las bebidas en botellas de vidrio”, afirma Claudius Eichhorn, gerente de proyectos de Krones AG. “Podemos hacer los envases de vidrio de un solo sabor para los productos Mike’s Hard y Cayman Jack”, dice. "Al mismo tiempo, en la misma línea, podemos hacer paquetes variados, que son cuatro sabores diferentes en la misma caja de Mike's Hard". La línea Krones también integra los paquetes variados en la línea que produce los sabores individuales en botellas de vidrio no retornables.
La instalación contiene dos máquinas Krones Varioline, que combinan hasta seis máquinas en una para crear cajas de cartón y paquetes de seis. “Tenemos un despaletizador de trabajo en progreso que separa los cuatro sabores en ciertos flujos, que luego alimenta a la Varioline para crear varios paquetes de 24”, explica Hansen.
Los paquetes pueden ser de un solo flujo, un solo sabor para Mike's Hard o los six pack de Cayman Jack, o cuatro sabores para un paquete de 24, por ejemplo.
KHS proporcionó soluciones tecnológicas para las cuatro líneas monopack de la instalación. “Hay cuatro líneas de latas que drenarán a 90.000 latas por hora cada una, y el corazón de esos sistemas es nuestra llenadora DVD 144”, dice Jayme Flood, gerente senior de proyectos de KHS. "Es un rendimiento de primera línea", agrega, "y creo que esa es una de las principales razones por las que MAB seleccionó a KHS para estas líneas de latas". El sistema de llenado está encerrado en una carcasa higiénica.
 KHS suministró líneas de llenado de latas de dos paquetes variados que pueden producir una mezcla de productos de cuatro o seis sabores en el empaque final.Foto cortesía Mark Anthony Brewing
KHS suministró líneas de llenado de latas de dos paquetes variados que pueden producir una mezcla de productos de cuatro o seis sabores en el empaque final.Foto cortesía Mark Anthony Brewing
KHS también suministró dos líneas de llenado de latas de paquetes variados que pueden producir una mezcla de productos de cuatro o seis sabores en el empaque final, explica Jens Brenner, director de desarrollo de administración de ventas de KHS USA.
“En el área de despaletización, los materiales fluyen desde el almacén, porque tenemos paquetes de un solo sabor, como solo cereza o mango, y se descargan en la despaletizadora”, afirma Brenner. "Luego, con otra mezcla de sabores que proporciona el LGV [vehículo guiado por láser], creamos un paquete de cuatro sabores diferentes, como mango, cereza negra, limón y otro sabor".
Los sistemas de envasado automatizados e integrados proporcionan flexibilidad
Las latas ingresan al almacén en un palet sin extremos de tapa. El sistema de almacén automático E80 trae el producto en base a una llamada del sistema de control. La instalación contiene túneles automatizados al almacén, donde los LGV E80 llevan el producto al área de empaque según sea necesario. El almacén automático retira los productos terminados en función de si se trata de un producto mono (producto de un solo sabor) o un producto para un sistema de paquete de variedad con sabores múltiples.
Entre las dos líneas de enlatado de KHS hay un carril que brinda acceso a los LGV a ambas líneas. Estas líneas de empaque son similares pero funcionan de manera combinada, por lo que los operadores de la planta pueden moverse y acceder a las líneas. Ambas líneas son capaces de procesar 120.000 latas por hora. “Es una gran capacidad y es muy singular”, dice Brenner.
El sistema de embalaje integrado permite una mayor flexibilidad. Los operadores manejan el equipo y cargan las materias primas en los sistemas de entrega automatizados. En el lado de la llenadora, un operario toma una manga de tapas del palé entregado por la E80 LGV y la coloca en una máquina tapadora. En el lado del empaquetador, LGV entrega los recortes de cartón, y un operador toma los recortes de cartón y los carga en la máquina. “No hay humanos en las carretillas elevadoras”, dice Flood.
Programación y preparación del equipo previo
La instalación greenfield de vía rápida altamente automatizada cuenta con un área de elaboración de cerveza de 27.870 metros cuadrados y un área de empaque de 37.161 metros cuadrados. En el período de cinco meses anterior a la facturación, Clayco vertió las losas e instaló el piso de epoxi antes de que los fabricantes de equipo original comenzaran su trabajo. Se hizo un esfuerzo monumental en el diseño para coordinar los flujos, determinar qué impulsores se requerían, dimensionar la tubería y completar la pendiente de concreto para acomodar los ajustes de los pies para mantener el equipo nivelado.
En la semana 20 del proyecto, cerca de 5570 metros cuadrados estaban listos para equipos de cervecería. Cuatro semanas después, Clayco entregó el área grande inicial a los proveedores de empaques y algunas áreas adicionales de la cervecería. Cuando el espacio de 37.161 metros cuadrados estuvo listo para los proveedores de empaques, Clayco continuó construyendo el almacén.
Los tanques para las instalaciones de Columbia fueron fabricados en Alemania por Ziemann Holvrieka. “Cada base del tanque tenía pernos de 5 pies de largo que sobresalían a través de un techo de concreto. Estos tanques tenían que alinearse con los agujeros que estaban en el fondo”, afirma Norris.
“Puede imaginar cuando ese primer tanque estuvo en el cielo sobre la mesa de tanques, y el hecho de que sus 12 orificios para pernos atravesaran perfectamente esos orificios trajo un gran suspiro de alivio para mucha gente”, dice Crawford.
En otras instalaciones del MAB, los tanques están montados en el suelo y, esencialmente, cada tanque tiene su propio recinto. En las nuevas instalaciones de Columbia, una mesa de tanque permite colocar bombas y tuberías debajo. “Todos los tanques están aislados y encamisados, y el glicol corre a través de las camisas para enfriar un poco el proceso de fermentación”, afirma Crawford.
 La planta nueva de MAB en Columbia, S.C., es la cervecería más grande y tecnológicamente más avanzada construida en los Estados Unidos. en los últimos 28 años.Foto cortesía de Mark Anthony Brewing
La planta nueva de MAB en Columbia, S.C., es la cervecería más grande y tecnológicamente más avanzada construida en los Estados Unidos. en los últimos 28 años.Foto cortesía de Mark Anthony Brewing
Junto con los tanques, Ziemann Holvrieka suministró una escalera de caracol que interconecta las pasarelas en la parte superior. Los tanques se asientan sobre una losa de concreto elevada de 20 pies provista por Clayco. “No tienen nada que los sostenga, excepto el techo de este búnker o frontón de concreto. Deja este hermoso espacio abierto debajo para todo el equipo que necesita bombear todo dentro y fuera de los tanques”, explica Norris. “También sirve como una estructura perfecta en la que podríamos integrar a la perfección todas las conexiones de servicios públicos, que incluían amplias opciones eléctricas, de refrigeración y de generación de vapor”.
La mayoría de los servicios los completó el equipo de Clayco, que colaboró en la instalación de las calderas y enfriadores con Ziemann Holvrieka, KHS y Krones para sus requisitos de línea. Gran parte de la carga de refrigeración es para los 24 fermentadores con camisa de la planta, además de las necesidades de agua fría en el área de envasado.
La sostenibilidad es una pasión en MAB
Las alcantarillas subterráneas están unidas a la estación de bombeo con diferentes tuberías. “Hay cuatro bombas de 250 galones por minuto que regresan a la planta de tratamiento de aguas residuales”, afirma Crawford. “Bombean hasta 6.900 galones por minuto a esa planta”.
Un tanque de reactor de biopelícula de lecho móvil (MBBR) trata los desechos sólidos. Los residuos pasan por un sistema de flotación por aire disuelto (DAF) y por una centrífuga que los solidifica en un contenedor de basura. Finalmente, un camión se lleva los sólidos.
Otro aspecto sostenible de la planta es la eliminación de emisiones en lugar de comprar CO2. “El objetivo final aquí es ser 100% autosuficiente recolectando el CO2 que se produce durante la fermentación, almacenándolo y luego reutilizándolo al final del proceso para carbonatar el producto”, dice Crawford.
Como empresa familiar, al MAB le apasiona la sostenibilidad. De hecho, la cervecera invirtió $10 millones para instalar un sistema que captura todas las emisiones de CO2 y las recicla para suplir el 90% de sus requerimientos de CO2. MAB también invirtió $15 millones en una tecnología avanzada para su sistema de gestión de aguas residuales.
Elevando la barra
La nueva instalación ya ha generado más de 300 nuevos puestos de trabajo en Carolina del Sur. Para crear un ambiente que se centre en la salud y el bienestar de los miembros de su equipo, MAB ha comprado terrenos adicionales adyacentes al sitio y ha dedicado más de 29 acres para construir un parque y un área recreativa con un estanque y senderos para caminar para los empleados. Se plantaron más de 200 árboles y el MAB comprometió otros $4 millones de dólares para jardinería.
Con la actual escasez de mano de obra en la fabricación, MAB ha creado una cultura de apoyo que prioriza a las personas que brinda a los empleados la oportunidad de construir carreras progresivas y gratificantes y proporciona inversiones continuas en capacitación y desarrollo de habilidades.
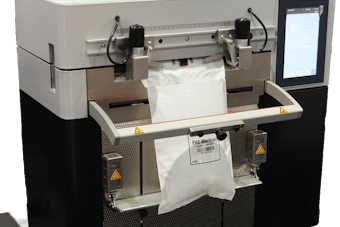
 Los ingredientes como sabores y edulcorantes se descargan a través de una red ferroviaria en las instalaciones de MAB en Columbia.Foto cortesía de Mark Anthony Brewing
Los ingredientes como sabores y edulcorantes se descargan a través de una red ferroviaria en las instalaciones de MAB en Columbia.Foto cortesía de Mark Anthony Brewing
Uno de los aspectos más destacados del proyecto fue su finalización durante el COVID-19. MAB superó los límites para crear esta instalación al tiempo que garantizaba la seguridad y el bienestar de todos los involucrados.
MAB dice que es importante reconocer y agradecer a todos los comerciantes que trabajaron en el sitio durante la pandemia, en lo que fue un período enormemente estresante y sin precedentes en nuestra vida.
Con un sistema de empaque integrado, procesamiento de última generación y un proceso altamente automatizado, MAB está bien posicionado para continuar su racha ganadora de ser pionero en nuevas categorías de bebidas y crear marcas de bebidas inspiradoras.
Conoce a White Claw
White Claw es una bebida alcohólica lista para beber que se introdujo en Estados Unidos en 2016. Es la marca de agua carbonatada n.º 1 en Estados Unidos y presenta una variedad de sabores naturales, solo 100 calorías, 1 g de azúcar y 5% de alcohol. Fue desarrollado en Irlanda por Mark Anthony Brands International y sigue a Mike's Hard Lemonade y otras marcas que han creado y alterado las categorías de bebidas tradicionales. Foto cortesía de Mark Anthony Brewing
Foto cortesía de Mark Anthony Brewing
En el verano de 2019, White Claw representó más de la mitad de todas las ventas totales de seltzer duro en Estados Unidos. Se introdujeron nuevos sabores para el mercado de Estados Unidos en 2020 y 2021, junto con té helado Seltzer, y una marca de versión con 8% de alcohol llamada Surge. White Claw Hard Seltzer Surf es el producto más nuevo de MAB. White Claw está hecho de una mezcla de agua mineral, una base de alcohol sin gluten, azúcar de caña y un toque de sabor a fruta natural. MAB tiene operaciones de fabricación en Glendale, Arizona; Hillside, Nueva Jersey; y la nueva planta en Columbia, S.C.