Las botellas de PET producidas en la planta de Coca-Cola FEMSA en Villahermosa, México, en el estado de Tabasco en la costa del Golfo, nunca tocan una caja. En cambio, se llenan inmediatamente después de ser sopladas, luego se etiquetan, se tapan, se paletizan y se envuelven con material encogible para su envío a cajas grandes y tiendas de conveniencia en un área de distribución en expansión de cuatro estados. Este tipo de operación integrada es un modelo de eficiencia. Pero deja poco margen de error. La producción debe ser robusta y ágil para satisfacer las demandas de los horarios que cambian semanalmente. Un acuerdo local con el convertidor ALPLA y la instalación de los sistemas de control automatizado de moldeo por soplado Process Pilot® de Agr International en las máquinas de soplado se combinan para optimizar la producción y la calidad de la botella, asegurando que se cumplan los estrictos objetivos y rendimiento de Coca-Cola FEMSA.
"Nuestro cliente tiene expectativas muy claras para la eficiencia y disponibilidad de la línea, y es muy importante para nosotros mantenernos dentro de ellas", comenta Helmut Hoedl, Jefe de la Unidad de Negocio de moldeo con estiramiento y soplado por inyección (ISBM, por su sigla en inglés) de ALPLA. "No tenemos un inventario de botellas en el que confiar, por lo que nuestras líneas deben estar en funcionamiento todo el tiempo".
Coca-Cola FEMSA, el mayor embotellador de franquicias de productos por volumen de Coca-Cola en el mundo, atiende a 290 millones de consumidores de 48 ubicaciones en 10 países de América Latina. El especialista en procesamiento de plásticos ALPLA, una empresa familiar fundada en Hard, Austria, en 1955, se expandió a los envases locales hace 30 años. Ahora aplica ese modelo a 72 de sus 178 sitios en todo el mundo.
Los dos gigantes llegaron a un acuerdo general para soplar botellas en la planta de Villahermosa en 2002, 10 años después de su apertura. Esto le permite a FEMSA concentrarse en su negocio principal de embotellado, llenado y distribución, mientras que ALPLA se encarga de la inyección de preformas y el soplado de botellas. La asociación es una combinación sólida que ofrece varios beneficios económicos y ambientales. Estar en el sitio le permite a ALPLA responder de manera flexible y rápida a los cambios en la producción. También elimina los gastos asociados con el envasado y el transporte de botellas vacías, avanzando en los objetivos de sustentabilidad para ambas compañías y al mismo tiempo reduciendo los recursos de personal.
Después de una inundación récord en el otoño de 2007, la colaboración fue un paso más allá a medida que el equipo de la planta fue reemplazado y actualizado gradualmente. Dos líneas ALPLA se cambiaron a una configuración combinada, que une las funciones de soplado y llenado en una sola máquina compacta. Ahora opera en el lado FEMSA del edificio, una línea está equipada con una máquina de moldeo por estirado-soplado InnoPET Blomax Serie III de KHS y la otra con una de la Serie IV de KHS. La configuración combinada significa que no hay necesidad de que las cintas transportadoras lleven botellas recién sopladas a través de la pared hasta la llenadora. El sistema centralizado controla la producción simplificada, mejora la estabilidad del proceso y reduce los tiempos de arranque y cambio necesarios con máquinas independientes.
Un mandato estricto viene con estas eficiencias. "En la configuración combinada hay desperdicio de producto cuando la botella no cumple con las especificaciones", señala Hoedl. "Normalmente esto no es un problema debido a las medidas de control de procesos de ALPLA. Operamos muchas líneas en México como esta. Pero aquí en Villahermosa, con nuestro clima especial cálido y húmedo, necesitamos un control de proceso más fino para producir el rendimiento de la botella necesaria para el mercado", agrega.
 ALPLA ha sido capaz de reducir las recetas de botellas individuales a solo una por forma mientras minimiza la frecuencia de los ajustes manuales del proceso.ALPLA
ALPLA ha sido capaz de reducir las recetas de botellas individuales a solo una por forma mientras minimiza la frecuencia de los ajustes manuales del proceso.ALPLA
La variada gama de productos de FEMSA le sumó a la situación. Las líneas KHS y Sidel del convertidor producen una mezcla compleja de formas y tamaños de botellas, cinco o seis por máquina, 17 en total. Las máquinas en bloque están dedicadas a las bebidas carbonatadas de la marca Coca-Cola, principalmente Coca-Cola Classic y Light, Sprite y Fresca. El volumen en la línea Sidel es en su mayoría de botellas 100% de rPET para agua bajo la etiqueta Ciel.
Para responder a las condiciones cambiantes, ALPLA tuvo que usar una serie de configuraciones diferentes de moldeo por estirado-soplado para cada forma para que coincidiera con las fluctuaciones diarias de temperatura y los niveles de humedad estacionales. Las múltiples recetas requirieron una operación práctica significativa de los equipos de moldeo por estirado-soplado, junto con pruebas de botella continuas y demanda de trabajo intenso, para administrar el grosor de la pared y la distribución del material. Aún así, la distribución de resina fuera de especificaciones a través de la pared lateral de la botella continuó siendo una preocupación importante.
El uso de material reciclado, hasta 50% de rPET, agregó otra capa de complejidad al soplado de botellas en las dos máquinas KHS. Hoedl explica que rPet exhibe más variaciones en la resina, lo que requiere ajustes de receta adicionales y un escrutinio más detallado de la producción.
Todos estos factores se combinaron para tener un efecto negativo tanto en los niveles de producción como en la calidad de la botella. Las botellas no conformes inestables causaron atascos al pasar por las etiquetadoras, taponadoras y transportadores más adelante en el proceso. Las paradas de línea y los reinicios posteriores reducían el valioso tiempo de producción, lo que dificultaba el cumplimiento de los objetivos de producción de FEMSA.
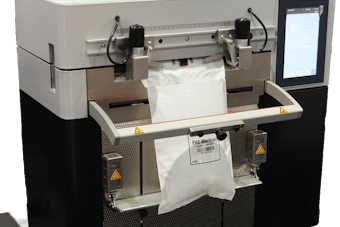
 Process Pilot proporciona un control de proceso más fino en ALPLA para producir el rendimiento de la botella necesario para el mercado.ALPLA
Process Pilot proporciona un control de proceso más fino en ALPLA para producir el rendimiento de la botella necesario para el mercado.ALPLA
La post-producción, el rendimiento de la botella no siempre coincidió con las expectativas. Las botellas de PET que no cumplen con las especificaciones de espesor de pared están sujetas a agrietamiento por estrés ambiental, especialmente en la base. A medida que la grieta se abre en una costura, ya sea en el almacenamiento, durante el transporte o en el estante minorista, pueden producirse consecuencias indeseables como fugas o explosiones.
"Nuestras altas temperaturas y humedad requieren de botellas que se ajusten a especificaciones muy estrechas", dice Hoedl. "Si no, habrá problemas en el mercado".
El problema planteaba demandas significativas a la fuerza laboral: para gestionar mejor la distribución del material, los operadores estaban ajustando constantemente los equipos de moldeo por estirado-soplado, mientras que los empleados eran contratados para llevar rondas de muestras al laboratorio para su inspección cada media hora. Solo en la línea Sidel, las muestras sumaron aproximadamente 600 botellas al día en producción perdida. El exceso de mano de obra y los costos de resina eran preocupantes. "Estábamos haciendo mediciones normales a mano, pero la frecuencia de medición no era suficiente para mantener todas las botellas dentro de las especificaciones", dice Hoedl.
ALPLA desarrolló una estrategia múltiple para mejorar la consistencia de la producción, reducir la intensidad de la mano de obra y abordar el problema del agrietamiento por estrés. El convertidor introdujo varias medidas para estabilizar el entorno físico interior, desde la instalación de aire acondicionado hasta la realización de pruebas de calidad del aire para asegurarse de que no hubiera partículas que afectaran las operaciones.
En cuanto a los sopladores en sí mismos, Hoedl se dio cuenta de que obtener un control más cercano del proceso de soplado era esencial para cumplir con las estrictas especificaciones de botellas de FEMSA. Al explorar las opciones de equipos, descubrió que el sistema de control automatizado Process Pilot de Agr ofrecía un medio para gestionar el proceso de moldeo por estirado-soplado a un nivel de precisión que no estaba disponible a través de ninguna otra tecnología.
El sistema Process Pilot asegura una producción de botellas constante sin la participación permanente del operador. Una poderosa combinación de tecnología de medición y control gestiona la distribución de espesores y automatiza la respuesta de la sopladora a las variables (cambios en el material o la temperatura, por ejemplo) para mantener la distribución de resina especificada en cada receta de botella.
La unidad compacta Profiler de Pilot mide cada botella a medida que sale del molde. Genera un perfil de espesor completo sobre toda la pared lateral del contenedor, superando con creces la información que el equipo humano de ALPLA podría obtener de los pesos de sección manual periódicos. Los datos recopilados también presentan una mirada más profunda a la operación de moldeo por soplado. Los datos de cavidad y eje y la información de rendimiento identifican rápidamente los problemas de los equipos de moldeo por estirado soplado para una resolución proactiva. Los informes completos de tendencias de procesos son muy útiles para la gestión general de las líneas y la planificación futura.
El sistema se vincula con las funciones de control de moldeo por estirado-soplado asociadas con las lámparas del horno, la presión previa al soplado y el tiempo de inicio, y el punto de ajuste de la preforma. Una vez que se establece un proceso de botella para el grosor deseado y las características de rendimiento, Pilot se hace cargo. Utilizando una función de aprendizaje patentada, aprende cómo la modificación del parámetro básico de control de la máquina afecta la distribución del material. Esto se convierte en parte del trabajo / receta de Pilot para el formato de botella en particular. Los algoritmos patentados de Agr analizan instantáneamente las mediciones de grosor y ajustan automáticamente los parámetros de control de la máquina de moldeo por estiramiento y soplado. Cuando se detectan incluso pequeños cambios en la distribución del material, Pilot ajusta la función de moldeo por soplado-estirado correspondiente para redirigir la colocación de resina para mantener los objetivos de la receta durante todo el ciclo de producción, sin la necesidad de intervención del operador.
Además de eliminar las conjeturas del proceso de soplado, un control tan exigente ha ayudado a ALPLA a manejar el agrietamiento por estrés, cumpliendo con las expectativas de FEMSA para el rendimiento de las botellas en el mercado.
En total, ALPLA produce 425 millones de botellas de PET al año en esta instalación fabril de Villahermosa. El convertidor opera un total de cinco líneas de soplado: dos que usan las máquinas KHS, una con Sidel y otras dos máquinas de moldeo por estirado y soplado que alimentan una sola llenadora de alta velocidad. En las reuniones entre los jefes de producción de ambas compañías, FEMSA asigna las líneas para el cronograma de producción de cada semana, y los empleados de línea mantienen una comunicación regular con sus contrapartes del otro lado.
Como parte de su acuerdo, ALPLA también fabrica la gran mayoría de las preformas en el sitio. Cuatro máquinas de moldeo por inyección Husky producen un total de 23 preformas con distintos formatos. De acuerdo con los altos objetivos de sustentabilidad de la planta, las preformas contienen hasta un 50 por ciento de rPET, y las de la marca de agua Ciel usan resina 100 por ciento reciclada.
De toda la producción de ALPLA, el volumen es más alto en las dos líneas combinadas de KHS, donde la producción es predominantemente botellas de 2 L y 3 L.
"Las líneas de 3 L funcionan a 19,000 botellas por hora, generalmente durante dos días y medio", dice Hoedl. Con un peso de 54.5 gramos, estas botellas también presentan "los mayores problemas". La gran cantidad de producto lleno hace que sea imperativo que las paredes laterales del contenedor se ajusten perfectamente a las especificaciones, no solo al salir de la planta sino también durante su vida útil de 90 días.
ALPLA instaló el sistema Process Pilot en las máquinas de moldeo por estirado soplado KHS y Sidel en noviembre de 2017, junto con otras actualizaciones de la planta. Desde entonces, el convertidor ha visto una reducción impresionante en el agrietamiento por tensión, hasta un 80 por ciento, estima Hoedl. Ya después de unos pocos meses de operación, los datos de espesor de la base de la botella habían confirmado una mejora notable en la consistencia de la distribución de la resina.
ALPLA también ha podido reducir el número de recetas para cada formato de botella, de tres o cuatro por forma a solo una cada una. Este logro no solo reduce la complejidad para el operador; También elimina un gran obstáculo potencial para la eficiencia de la línea.
"Una reducción del 75 por ciento en el número de recetas es importante, porque cuantas más recetas tenga, mayores serán las posibilidades de error", explica Hoedl. "La receta incorrecta retrasa el inicio de la línea de llenado".
 Bajo el liderazgo del jefe de la unidad de negocios Helmut Hoedl (izquierda) y el gerente de la planta Carlos Mantilla, la instalación de Villahermosa de ALPLA produce 425 millones de botellas de PET anualmente.ALPLA
Bajo el liderazgo del jefe de la unidad de negocios Helmut Hoedl (izquierda) y el gerente de la planta Carlos Mantilla, la instalación de Villahermosa de ALPLA produce 425 millones de botellas de PET anualmente.ALPLA
Un resultado particularmente gratificante para Hoedl es la frecuencia reducida de sus visitas a Villahermosa. Responsable de 27 instalaciones de ALPLA en todo México, pasó una cantidad desproporcionada de tiempo en esta planta, trabajando en estrecha colaboración con el equipo local para resolver los problemas operativos. “Antes de Process Pilot, tenía que visitar la planta al menos dos veces al mes. Ahora, después de este sistema, hago solo cinco viajes por año".
Existen muchas variables que pueden afectar el rendimiento de la botella, señala Hoedl. Entonces, cuando se trata de cosas como el agrietamiento por estrés, es difícil señalar con el dedo qué sucede. "Lo que sí sabemos", dice, "es que si controlamos la distribución del grosor de la pared con Process Pilot, nuestras posibilidades de tener grandes problemas son bajas".
El rendimiento mejorado de Villahermosa le ha valido el lugar entre las cinco plantas de ALPLA en todo el mundo reconocidas por su excelencia operativa general. El programa NEXT presentado recientemente por la compañía cubre áreas como servicio al cliente, calidad del producto y costos óptimos. La inclusión refleja la experiencia de resolución de problemas y el progreso que ha realizado el sitio y es un orgullo. “Ya habíamos comenzado a trabajar con herramientas de excelencia operativa: mantenimiento, control de procesos, estándares 5S para producción ajustada. Ha sido muy bueno para la moral", concluye Hoedl.