La icónica marca de atún Bumble Bee pasó por una transformación muy publicitada en los últimos años, siendo sacada de la bancarrota por la entonces directora ejecutiva Jan Tharp en 2020. La empresa entonces surgió con una identidad de marca fresca, con un compromiso de toda la empresa con las prácticas sustentables.
Como empresa de alimentos del mar, tiene sentido ser buen administrador de la cosecha del océano que se lleva al mercado, pero no fue una tarea fácil. Obtenga más información al respecto o visite su sitio web para ver un PDF del informe reciente de la compañía: Seafood Future: 2022 Sustainability Impact and Progress Report.
 Las más altas, en multiempaques de 10 a 12 unidades, se benefician de una característica de escuadra superior en la estuchadora, lo que ayuda debido a la altura de las cajas.
Las más altas, en multiempaques de 10 a 12 unidades, se benefician de una característica de escuadra superior en la estuchadora, lo que ayuda debido a la altura de las cajas.
Como era de esperarse, el empaque estuvo bajo escrutinio durante esta revolución de la marca. En ese momento, los multiempaques para casi todas las marcas y variedades de mariscos enlatados habían utilizado durante mucho tiempo película retráctil robusta e impresa, capaz de contener herméticamente latas pesadas de mariscos en los formatos que todavía vemos en los estantes minoristas, como un paquete de 8 4x2 de latas de 5 onzas. Bumble Bee no fue una excepción en el uso de este estilo de empaque, ya que el retráctil era (y sigue siendo) un método capaz de entregar multiempaques que resisten bien la cadena de suministro. Los formatos más comunes de Bumble Bee eran de latas de 4, 6, 8, 10 y 12, ya sea de 5 o 7 onzas, llamados indistintamente retráctiles o en clúster.
Específicamente en las instalaciones de Bumble Bee en Santa Fe Springs, California, se aplicó una película retráctil para desarrollar empaques mediante una máquina de envoltura de 25 años que estaba en su última etapa de vida útil. La empresa no podía asegurar un buen soporte para un modelo tan antiguo y, con frecuencia, ella provocaba tiempos de inactividad en la línea.
Ese era un inconveniente operativo interno de la situación de empacado retráctil en Bumble Bee, pero se podía resolver fácilmente con la inversión en una nueva empacadora retráctil. ¿Un inconveniente que afecta más a la empresa y al consumidor? Las películas no son fácilmente reciclables.
Este segundo inconveniente fue clave ya que las percepciones de los consumidores sobre los plásticos estaban cambiando. Especialmente al comienzo de la revolución de la sustentabilidad, esto surgió de las percepciones en torno a la amenaza de los plásticos en los océanos y luego se convirtió en un deseo más amplio del consumidor por la reciclabilidad y la circularidad.
“Empezamos a considerar el cartón hace un par de años como parte de nuestro Seafood Future Commitment”, me dijo la exdirectora ejecutiva de Bumble Bee, Jan Tharp, en PACK EXPO Las Vegas el año pasado. “Allí hablamos sobre nuestro propósito de alimentar la vida de las personas a través del poder del océano, y eso significa que tenemos que protegerlo y nutrirlo. El empaque es uno de nuestros pilares, y queremos asegurarnos de que estemos produciendo uno fácilmente reciclable. En su mayor parte, lo es. El 96% de nuestro empaque es fácilmente reciclable. Pero queremos que ese número siga avanzando hasta llegar a 100 %”, agrega.
“Eso nos hizo avanzar hacia este empaque y nuestra asociación con R.A Jones”, continuó. “Cuando decidimos ir a una caja de cartón, nos dimos cuenta de que es mucho más que una simple caja. Cuando miras a los beneficiarios de este proyecto, son los consumidores en primer lugar. Estéticamente, un empaque retráctil no es muy agradable y es difícil de abrir para un consumidor. Además, nuestros clientes directos [minoristas] se beneficiarán. Nueve de cada 12 de nuestros principales clientes se han comprometido a adquirir envases fácilmente reciclables, compostables o que hayan aumentado su capacidad de reciclaje en lugar de ir al vertedero. Desde la perspectiva del cliente, este nuevo empaque satisface sus necesidades”.
Leslie Hushka, exvicepresidenta sénior de Responsabilidad Corporativa Global de Bumble Bee, agregó que las cajas de cartón multiempaque se pueden exhibir horizontal o verticalmente en un entorno minorista, y mencionó que todos los minoristas importantes quieren poder exhibir los empaques verticalmente para optimizar el espacio en estantería.
“Y también somos beneficiarios. Dado que [la caja de cartón] es fácilmente reciclable, cumple con nuestro compromiso de proteger el océano”, dijo Tharp. “Y al proteger el océano, estamos protegiendo a las personas. Entre nosotros, nuestros clientes minoristas y el consumidor final, es un ganar-ganar-ganar”.
El cartón no solo es reciclable, también incorpora contenido reciclado posconsumo para empezar, introduciendo la circularidad en el formato del empaque.
“Trabajaremos con el equipo de R.A Jones a lo largo del tiempo para acercarnos lo más posible al 100 % y seguir obteniendo todas las agradables cualidades estéticas que obtenemos ahora del empaque”, dijo Hushka en el estand de PACK EXPO Las Vegas el año pasado.
Desde entonces, Bumble Bee otorgó el contrato de conversión de cartón a Malnove de Utah para suministrar las láminas de cartón impresas por un lado que se ejecutan en la nueva estuchadora. El nuevo formato de empaque comenzó a aparecer en los estantes a fines de abril de 2022.
“R.A Jones fue visionario al tener más flexibilidad en los materiales”, me dijo Tharp en PACK EXPO Las Vegas. “Por ejemplo, ¿qué pasaría si quisiéramos reducir el calibre de ese material? ¿Qué pasa si sale un material de cartón que ni siquiera sabíamos que existía? Mucho de lo que hicieron en este equipo fue tener en cuenta la máxima flexibilidad. Y cuando se habla con las marcas, ese es nuestro problema número uno con los fabricantes de equipo original: gastamos una gran cantidad de capital en un equipo, y luego marketing quiere cambiar algo y tenemos que comprar otro equipo. Estoy encantada de que haya flexibilidad integrada en esta máquina, para que podamos crecer con ella”, dijo.
Nuevo equipo para una nueva dirección
Como se mencionó anteriormente, en 2019, Bumble Bee probablemente estaba a punto de recibir nuevos equipos de todos modos. La antigua unidad de empaque retráctil en Santa Fe Springs estaba generando tiempo de inactividad, por lo que era hora de hacer un cambio. El gerente de ingeniería de instalaciones, Joe Carney, ya estaba investigando sobre la empacadora retráctil de arriba hacia abajo, apuntando a una máquina más tipo enfajadora en lugar de una envolvedora, cuando el cartón surgió por primera vez como una posibilidad en la empresa.
“Sabíamos que era hora de obtener una nueva unidad. El equipo upstream no era nuevo per se, pero la empacadora termoencogible definitivamente era el cuello de botella y tenía que ser reemplazada”, dice Brett Butler, vicepresidente y gerente general. “Pero la decisión de ir a una unidad de cartón reciclado fue una aventura completamente nueva para nosotros aquí en la instalación. Pero con los equipos heredados acercándose al final de su vida útil, y tanto nuestro propio liderazgo como nuestros clientes presionando por opciones más sustentables (Costco, uno de nuestros principales clientes, recientemente se comprometió), nos preguntamos: '¿Es este el momento de hacer un cambio aquí? ¿Podemos alejarnos del plástico?’”.
Dada la intersección única de circunstancias y tendencias, Carney, a fines de 2019, pasó de su búsqueda de fabricantes de equipos originales de fundas retráctiles a comenzar a buscar proveedores de cajas de cartón. Tenía una lista de verificación de criterios para calificar para la consideración. El impulsor principal fue poder ejecutar cajas de cartón impresas con contenido reciclado que podrían reciclarse fácilmente. Más allá de eso, Carney buscó un socio fabricante de maquinaria de empaque que pudiera ofrecer una velocidad de línea equivalente a la del equipo heredado [impulsando 300 multiempaques/minuto para formatos más pequeños] y ofrecer buenas características de cambio para poder manejar una gran cantidad de SKU y formatos diferentes. En un giro imprevisible, este proceso de selección se superpuso al inicio de la pandemia en 2020. Esto significó que un diferenciador emergente tardío fue encontrar un socio que pudiera satisfacer las necesidades operativas y de servicio cuando ocurrían limitaciones de viaje y cierres de instalaciones.
 Instalación de la nueva estuchadora en Bumble Bee.
Instalación de la nueva estuchadora en Bumble Bee.
“Pero verifiqué con todos los proveedores de equipos con los que había tratado en el pasado, y ninguno de ellos fabricaba máquinas de cartón”, dice Carney. “Brett [Butler] y yo lo discutimos, y él me señaló la dirección de PMMI. Utilicé el sitio web de PMMI para obtener una lista de fabricantes de máquinas de cartón y obtuve un listado inicial de 14 proveedores, y partimos de ahí”.
Factores de selección de proveedores
“Debido a que no estábamos acostumbrados a las cajas de cartón, tuvimos que averiguar si había máquinas disponibles que pudieran mantener nuestra velocidad. ¿Cuántas máquinas necesitaríamos? Solo teníamos espacio limitado en nuestras instalaciones”, dice Butler.
Además, el equipo de empacado retráctil heredado era de tres unidades, lo que significa que su producción era de tres empaques separados de un formato determinado, cada uno en su propio carril. Un conjunto de bump/volteador orientó los empaques y se alinearon perfectamente en tres carriles de salida.
“Uno de los mayores obstáculos que anticipé fue obtener una nueva unidad que pudiera girar y orientar las nuevas cajas de cartón de manera uniforme desde una máquina de un solo carril hasta el transportador de tres carriles en la salida”, dice Carney. “Nadie hizo una [alimentación] de dos o tres carriles”.
La incapacidad de cumplir con los requisitos de velocidad excluyó a bastantes de los 14 proveedores potenciales originales desde el principio, y rápidamente surgieron cuatro favoritos. De esos cuatro, solo dos pudieron proponer una solución de una sola máquina para adaptarse a las velocidades de casi 285-300 cartones/minuto para empaques de 4 latas de 5 onzas. Las limitaciones de espacio existentes en las instalaciones hicieron que una sola máquina fuera la ruta preferida, dejando dos candidatos finales calificados. Meridian XR MPS-300 de R.A Jones ganó al final como la estuchadora preferida.
“Una de las razones más importantes por las que Brett y yo decidimos optar por R.A Jones fue que ya tenían una máquina en el mercado que fabricaba latas del mismo tamaño, apiladas en cuatro alturas, para una aplicación de alimentos para mascotas”, dice Carney sobre la decisión final. “Así que ya estaban manejando la lata apilada”.
Según la experiencia de Carney, las latas apiladas pueden resultar problemáticas. La empacadora termoencogible heredada de Bumble Bee, por ejemplo, tenía problemas con las pilas que se caían antes de agrupar, o a veces incluso durante el agrupamiento, debido a problemas de anidamiento con las latas. La aplicación de alimentos para mascotas en el mercado le demostró a Carney que el equipo R.A Jones había resuelto ese problema.
 Bumble Bee ahora produce latas de atún de 5 y 7 onzas en multiempaques de cartón de 4 a 12 unidades.
Bumble Bee ahora produce latas de atún de 5 y 7 onzas en multiempaques de cartón de 4 a 12 unidades.
“Otra razón por la que nos gustó R.A Jones fue porque, en el pasado, habían integrado una unidad aceleradora Nercon en la descarga de su máquina con una unidad volteadora/desviadora Intralox que tomaba las cajas de una sola unidad que salían, las giraba a lo largo y luego las desviaba hacia los carriles de manera uniforme. Ahora tenemos la máquina configurada para que desvíe tres en cada fila, y alterna entre las tres filas a medida que avanza la línea. [R.A Jones] ya había demostrado que podían integrar ese equipo en las unidades estándar, en la descarga de sus máquinas. E hicieron la integración para nuestra propia máquina con los módulos Nercon e Intralox; cuando estuvimos allí para las pruebas de aceptación en fábrica, todo estaba configurado y funcionando”.
El último factor a favor de R.A Jones para Butler y Carney fue el sistema Acc-U-Change que estaba disponible en la Meridian XR MPS-300.
Acc-U-Change y otras funciones personalizadas
La manufactura en general se esfuerza por reemplazar una fuerza laboral que se jubila rápidamente, capear la "Gran Renuncia" posterior a la pandemia y encontrar y retener operadores de equipos capaces en un mercado laboral ajustado. Bumble Bee no es una excepción, pero no te fíes solo de su palabra. Ken VonderHaar, director global de la división de latas de Anheuser-Busch, nos dice que su principal requisito para los socios fabricantes de equipo original en el diseño de máquinas es la simplicidad y la intuición para adaptarse a una fuerza laboral más joven y menos experimentada. Para Bumble Bee, un nivel adicional de complejidad proviene de cambios frecuentes y de formato. Cada caja contiene seis cajas multiempaque. Eso es cierto ya sea que la caja sea un empaque de 4 latas o uno de 12 latas. Todos los empaques tienen capacidad para seis y el formato de la caja es el de una bandeja envuelta.

“Pero cambiamos de tamaño en esa máquina de cuatro a seis veces al día, y procesaremos solo unos pocos miles de cajas en nuestras tiradas más pequeñas. Nuestras tiradas más grandes son sólo seis u ocho mil cajas. Eso significa muchos cambios”, dice Carney. “En la máquina empacadora termoencogible más antigua, habíamos pasado por el proceso de recubrimiento central; poner marcas en la máquina donde se supone que todo debe estar configurado dado cada tamaño diferente. Con el sistema Acc-U-Change en la encartonadora Meridian XR MPS-300, la máquina se autocentra. Los operadores deben configurarlo dentro de tolerancias específicas, o la máquina no funcionará. Era una característica opcional y un costo adicional, pero ha sido muy beneficioso”.
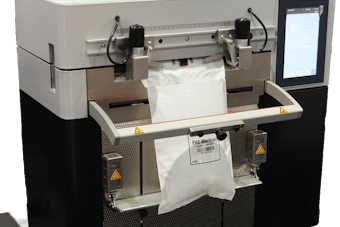
Dentro del sistema Acc-U-Change, cada cambio lleva información RFID. Cuando se intercambia cada pieza de cambio, la plataforma lee la RFID para averiguar si es o no la pieza de cambio correcta para la receta indicada y si está instalada correctamente. Un sistema de luz roja/luz verde o “ir/no-ir” indica a los operadores si esa pieza de cambio está lista para usar. El sistema también cuenta con una tableta móvil con pantalla táctil para ayudar al operador. La plataforma simplemente no permitirá que la máquina se reinicie hasta que cada pieza de cambio se valide sobre la marcha. Es probable que un operador no se sienta tentado a intentarlo a menos que todas las luces estén en verde, validando que todas las partes correctas estén bloqueadas en las posiciones correctas.
Estrictamente desde una perspectiva de cambio, el proceso en cualquier máquina R.A Jones sigue siendo prácticamente el mismo, ya sea que tenga la función Acc-U-Change o no, solo con la medida adicional de seguridad validada. Las ganancias reales vienen en la puesta en marcha subsiguiente, que se puede decir que es una vertical. No se pierde tiempo marcando la máquina y generando potencialmente desechos y desperdicios cuando un operador perfecciona la máquina en tolerancias específicas y la acelera lentamente hasta su capacidad máxima.
Incluso la alta dirección quedó impresionada con Acc-U-Change, dado el mercado laboral actual. Como me dijo la entonces CEO Tharp en PACK EXPO Las Vegas el año pasado, “El componente laboral es un elemento importante de esta historia. Estamos teniendo dificultades por conseguir mano de obra, tanto calificada como no calificada. Pero cuando observa algunos de los elementos de diseño que se incluyeron en esta máquina, lo hicieron fácil para que podamos tener operadores de máquinas que protejan la máquina. No necesitamos una persona de mantenimiento con un MBA de Harvard para hacer cambios. Acc-U-Change es un gran beneficio para nosotros. Honestamente, está codificado por colores, por lo que probablemente podría hacerlo. Seguramente podría entrar y hacer un cambio en la máquina. Eso es enorme cuando piensa en abordar los problemas clave que afectan a las marcas, y el trabajo es el principal de ellos”.
Otra característica opcional única en este sistema personalizado Meridian XR MPS-300 es una orejeta de escuadra superior para adaptarse a las alturas de las cajas de cartón más altas. Originalmente, esa era una opción, pero al final se convirtió en una necesidad porque las cajas de 10 y 12 empaques son tan altas que se requiere la orejeta de escuadra superior para mantener una caja recta mientras se cargan las latas. Las orejetas de cartón existentes son de aproximadamente 6 pulgadas de alto, por lo que las cajas de cartón de 4, 6 y 8 paquetes funcionan sin la necesidad de gastos generales. Pero las cajas de cartón más altas se extienden por encima de las 6 pulgadas, por lo que necesitan la asistencia superior.
Bumble Bee también optó por una abridora de cartón asistida por aire. Las cajas de cartón se ingresan en el sistema como espacios en blanco plegados planos, extraídos mecánicamente de un cargador, que deben abrirse y cargarse con latas apiladas. Hay un brazo mecánico que logra eso, pero un par de cuchillas de aire ayudan a abrir las cajas y limitan la cantidad de ciclos de apertura de cajas incompletos debido a las inconsistencias en el cartón troquelado. Hasta 300 cajas/minuto, esto es esencial.
“Es una solución elegante”, dice Patrick Costello, director de Ingeniería de Sistemas Estratégicos de Bumble Bee sobre el sistema de asistencia de aire. “Definitivamente movió el cuello de botella de la apertura del cartón a otra parte”.
Ajustando la línea para acomodar un formato "más puntiagudo"
A veces es mejor tener suerte que ser bueno. La instalación del sistema completo de cajas de cartón, incluido el marco Meridian estándar y los componentes posteriores de Nercon e Intralox, estuvo cerca, pero todo se unió en 1⁄4 de pulgada en un espacio condensado. Hoy, Butler se ríe de cómo funcionó, prácticamente sin espacio de sobra. Pero la ingeniería y la planificación iniciales entre Carney y Tom Kinnett de R.A Jones, con la ayuda del proveedor de cintas transportadoras Regal Rexnord Automation Solutions, dieron en el clavo.
“Encajaba exactamente en el espacio que teníamos”, dice Carney. “Tuve que quitar la alimentación y la transferencia dinámica existentes, y trabajé con Arrowhead para construir e instalar una nueva transferencia dinámica en el transportador de alimentación principal. Anteriormente había una sección en "Y" con un desviador que solía sacar las latas del transportador principal [para recorridos de latas sueltas, producto que no se empacaba], o desviaba las latas hacia la estuchadora retráctil [para empaques múltiples]. Estaba unos cuatro o cinco pies más adelante en la línea desde el transportador principal, por lo que era necesario quitarlo para obtener el espacio de alimentación que necesitábamos. R.A Jones tenía su conjunto de dibujos CAD y Arrowhead tenía el suyo propio, pero combinamos los dos, gestionamos las compensaciones y todo se alineó. Después de recortar un poco la descarga después del volteador/divisor y el canalizador, todo se atornilló entre un cuarto y media pulgada”.
Costello, un ingeniero que llegó tarde al proyecto, mucho después de que se hicieran los planos CAD, se maravilla con el ajuste.
“Solo he estado con Bumble Bee un poco más de un año, y es realmente sorprendente el nivel de precisión, y es un tributo a Joe [Carney] y Tom Kinnett en R.A Jones por liderar ese cargo. La máquina cabría, pero todo el dimensionamiento se hizo a través de los sistemas de transporte. Fue bastante sorprendente lo bien que funcionó”, añade.
Otra consideración de línea completa vino a través de las propias dimensiones de los multiempaques. La película retráctil empacada abraza firmemente las latas cilíndricas de mariscos, creando una forma de esquina redondeada en los multiempaques. Los cartones son cubos con ángulos rectos puntiagudos en las esquinas. Esta diferencia fue más notable en las empacadoras de bandejas Standard Knapp aguas abajo.
“Tuvimos que instalar un kit de cambio de piezas con orejetas de elevación en el área del pasador de mero”, dice Carney. “Eso se debe a que también ejecutamos productos y pilas sueltos en esa línea. Los pins de mero no funcionaban con las cajas de cartón debido a la esquina cuadrada, por lo que, de antemano, Standard Knapp había construido ese kit de cambio de piezas para nosotros y realizó la conversión en las empacadoras de bandejas para nosotros mientras preparábamos la estuchadora”.
Las empacadoras en bandejas también requieren cierta cantidad de contrapresión para funcionar. Un poco de contrapresión de repuesto no era un problema en el formato anterior, ya que la película retráctil se adhiere firmemente a las esquinas redondeadas de las latas rígidas. Pero las esquinas de las cajas de cartón están llenas de espacios vacíos ya que el contenido de las latas es cilíndrico. Eso condujo a algunos problemas de aplastamiento en las esquinas hasta que se pudo resolver la contrapresión óptima.
“Agregamos algunos sensores fotoeléctricos adicionales al sistema para brindarnos un control más finito, y eso resolvió el problema”, dice Costello. “Eso fue algo en lo que tuvimos que encontrar un punto óptimo para mantener la contrapresión, pero aun así mantener intacta la esquina del cartón”.
Los controles Rockwell y Allen Bradley se utilizan para toda la lógica de control en la instalación del equipo, incluida la alimentación para controlar la contrapresión en el Meridian XR MPS-300 y la descarga para controlar la contrapresión en la unidad Standard Knapp.
 Entrada de producto etiquetado enlatado y aplicado con pegamento de 5 oz y 7 oz en la estuchadora en las instalaciones de Bumble Bee en Santa Fe, California. Tenga en cuenta el diseño de tres carriles paralelos, con el producto entrando primero en el espacio y alimentando la estuchadora en la pista central. Después de que el producto es encartonado y encarrilado, gira bruscamente 180 grados, transportando el producto corriente abajo mientras está paralelo a la encartonadora. Luego, el producto da otro giro más ancho de 180 grados alrededor de la estuchadora y finalmente viaja paralelo a las dos pistas anteriores nuevamente para el empaque en bandeja.
Entrada de producto etiquetado enlatado y aplicado con pegamento de 5 oz y 7 oz en la estuchadora en las instalaciones de Bumble Bee en Santa Fe, California. Tenga en cuenta el diseño de tres carriles paralelos, con el producto entrando primero en el espacio y alimentando la estuchadora en la pista central. Después de que el producto es encartonado y encarrilado, gira bruscamente 180 grados, transportando el producto corriente abajo mientras está paralelo a la encartonadora. Luego, el producto da otro giro más ancho de 180 grados alrededor de la estuchadora y finalmente viaja paralelo a las dos pistas anteriores nuevamente para el empaque en bandeja.
Otra consideración antes de las empacadoras de bandejas involucró los reajustes de ancho de carril que eran necesarios en los transportadores para tener en cuenta tanto las esquinas cuadradas de las cajas como el nuevo ancho: el cartón es más grueso que la película retráctil, por lo que agregó un ancho pequeño pero significativo a los multiempaques.
“Tomó un par de días resolver todos los puntos críticos”, agrega Carney. “Los divisores de carril ya estaban allí, solo teníamos que moverlos, realinearlos y asegurarnos de que no hubiera juntas o puntos que una esquina cuadrada pudiera atrapar entre dos divisores”.
Finalmente, hubo modificaciones necesarias a los patrones de palés. El tamaño de la bandeja tuvo que aumentar ligeramente para aceptar las cajas de cartón más anchas, lo que cambió bastante el patrón del palé.
“Debido a que este era un artículo nuevo que Bumble Bee estaba presentando, tomamos la decisión de no tener ningún saliente”, dice Butler. “Hicimos un cambio a gran escala de lo que era nuestra expectativa en la configuración de palés del tamaño de la caja. Bumble Bee hizo ese cambio para asegurarse de que el voladizo no sea un problema. Ahora estamos trabajando con los clientes para ver si realmente podemos obtener más cajas por palé agregando un voladizo hacia atrás, ya que eso es lo que hemos hecho antes. Estamos trabajando con ellos para volver gradualmente a ese voladizo, en este punto, para empacar más cajas”.
Ascendiendo en la curva de aprendizaje
Como cualquier integración de línea compleja, los primeros días de la instalación no estuvieron exentos de acidez estomacal a medida que los operadores ascendían por una curva de aprendizaje empinada. Butler planeó esta fase de luna de miel construyendo una gran cantidad de productos adicionales en los meses previos a la instalación. También incorporó caídas planificadas en la producción en el cronograma, con una producción de volumen de caja menor planificada durante la instalación. Además, en un apuro, también había una opción de encartonadora de respaldo en el sitio. Era simple y funcionaba a velocidades muy bajas, pero estuvo disponible cuando el equipo aprendió la nueva máquina Meridian XR MPS-300 y, esencialmente, un formato de línea de empaque completamente nuevo.
“Cada vez que tome una máquina nueva e integre equipos anteriores y posteriores heredados, habrá desafíos. Especialmente teniendo en cuenta que estamos haciendo un cambio de formato completo y que estamos pasando de la empaquetadora retráctil a una estuchadora, se realizó un trabajo intenso”, dice Costello. “Desde todo el transporte hasta las modificaciones del empacador de bandejas que debían realizarse aguas abajo, y también los cambios del paletizador, hubo muchos cambios. Luego, como mencionó Joe [Carney], uno de los grandes desafíos fue poder rotar las cajas y colocarlas en carriles a velocidades de 200 a 300 cajas por minuto en algunos de los formatos”.
Bumble Bee había estado en no menos de tres pruebas de aceptación de fábrica en Covington, Ky. para esta máquina. En el transcurso de esas pruebas, R.A Jones demostró la capacidad de Meridian para tiempos de cambio comparables al sistema heredado de empaque retráctil, además de una eficiencia operativa del 97 % y una eficiencia de producto vendible del 99,75 %. Dado que las pruebas demostraron que la máquina podía alcanzar estas marcas, Carney no tuvo ningún problema en poder decirles a sus operadores que se esperaba que hicieran lo mismo. Una vez que el Meridian XR MPS-300 estuvo en funcionamiento en Sante Fa Springs, calcular los cambios, incluso con Acc-U-Change, presentó otra curva de aprendizaje. Desde entonces, se han puesto al día.
Bumble Bee ahora produce latas de atún de 5 y 7 onzas en multiempaques de cartón de 4 a 12 unidades.
“Una cosa que le solicitamos a R.A Jones fue un tiempo de cambio estimado, y les hicimos probar eso en una de las pruebas de aceptación de fábrica, que en realidad podíamos cambiar la máquina en el período de tiempo que indicaron que la máquina podría cambiarse”, dice Carney. “Así que teníamos una expectativa realista sobre el tiempo que les tomaría a nuestros operadores y mecánicos hacer los cambios. Nuestra gente tuvo que acostumbrarse a la máquina, por supuesto, y al principio tuvieron problemas con los cambios. Los [tiempos fueron] extendidos al principio, pero en este momento, han tenido suficiente experiencia en la línea hasta el punto en que están alcanzando esos tiempos estimados”.
El cambio de trabajo se realiza ahora en el tiempo estimado por prueba de aceptación de fábrica de entre 20 y 30 minutos, dependiendo de las diferencias entre el formato de empaque saliente y actual, y cuántas partes realmente necesitan cambiarse. El tiempo es de tres a cinco minutos más que los cambios en el equipo de empaque termoencogible heredado, pero dado el cambio completo del sustrato, es difícil comparar manzanas con manzanas.
“Después de que se instaló la máquina, nos tomó algunas semanas llegar a ese punto. Hubo algo de capacitación y coordinación entre departamentos, especialmente entre operaciones y mantenimiento”, agrega Butler. “En los cambios, esos dos departamentos se convierten en una sola entidad. Se necesitó coordinación y un enfoque de equipo para lograr que los formatos cambiaran de forma más eficiente”.
Cuando los equipos se establecieron en sus procesos, Costello dice que fue cuando pudo ver las ventajas emergentes del sistema Acc-U-Change, especialmente en su repetibilidad. Aunque el acto físico de cambiar puede llevar un poco más de tiempo, el tiempo que antes se necesitaba para acelerar y marcar casi se elimina en la puesta en marcha vertical. Acc-U-Change ejecuta rápidamente 74 ciclos de secado, sin producto ni cartón (por lo tanto, cero desechos), después de un cambio para validar que las piezas cambiadas sean correctas y funcionan correctamente. Eso garantiza el llamado arranque "0 a 60" en el cambio.
“Muchas veces, incluso después de que se completa un cambio, es necesario realizar ajustes adicionales, adaptaciones y cosas por el estilo, para que una máquina esté lista para funcionar. Eso es incluso después de que se hayan cambiado las partes físicas”, dice Costello. “Ahí es donde hemos visto un gran beneficio. Cada vez que completamos el cambio, se necesitan ajustes adicionales mínimos para alcanzar nuestras velocidades objetivo”.
La línea completa de cartón de Bumble Bee hoy
La línea de envasado en Santa Fe Springs comienza con latas de pescados y mariscos llenas, cerradas y selladas que se introducen en la línea de envasado a través de una de dos cestas de diferentes estilos que salen de un elevador inferior. Una es una canasta redonda de "jumble", donde el producto se "carga en jumble" fuera del bajador de alimentación. Esto es principalmente para los productos genéricos de 5 onzas. El otro es más una canasta cuadrada estilo busse en la que las latas están en capas y separadas por una lámina divisoria. Este último formato de canasta tiende a usarse para productos de 12 onzas y productos premium de 7 onzas.
Independientemente de la cesta de entrada, todo el producto se introduce en una pequeña mesa de acumulación de masa que actúa como un amortiguador delante de dos P.E. Labellers paralelas. Cada uno coloca etiquetas aplicadas con pegante en el material brillante a 1000 latas/minuto.
Lo siguiente es la detección de rayos X a través del equipo Peco InspX, sin necesidad de codificación y marcado, ya que las latas se codifican antes o en el punto de la retorta. Otra pequeña cantidad (10 a 12 pies) de acumulación se produce delante de un apilador de latas de Arrowhead. El apilador es capaz de procesar latas de 5 oz hasta seis alturas, o latas de 7 oz hasta cuatro alturas. Éstos se descargan en otra estación de acumulación, después de lo cual el producto puede ingresar a la encartonadora Meridian XR MPS-300 o ser desviado más allá de la encartonadora a las empacadoras de bandejas en el caso de correr latas sueltas, empacadas en bandejas con sobreenvoltura.
Habiendo sido encartonado en la máquina R.A Jones, luego girado y alineado en el equipo Nercon e Intralox respectivamente, el producto gira 180 grados y se transporta paralelo a la entrada, luego gira nuevamente aguas abajo a la empacadora de bandejas Standard Knapp. Dependiendo de los requisitos del cliente, puede pasar por una envoltura de plástico. Carney dice que las cajas encajan cómodamente en las bandejas, pero algunos clientes minoristas todavía quieren el seguro adicional de la envoltura de plástico. La envolvedora y el túnel de calor son secciones modulares de las empacadoras de bandejas de Standard Knapp, por lo que pueden activarse cuando sea necesario o, más comúnmente, dejarlas sin usar mientras el producto pasa sin envolver ni aplicar calor.
“Estamos trabajando con nuestros clientes para ver si podemos eliminar la envoltura plástica”, dice Butler. “Agrega plástico adicional innecesariamente (a pesar de que los minoristas pueden reciclar la envoltura elástica antes de colocarla en los estantes), y es más equipo lo que podría causar tiempo de inactividad adicional en la línea”.
Posteriormente, se realiza una inspección de control de calidad de la bandeja empacada, con o sin sobreenvoltura, y luego las bandejas que pasan se inclinan hacia arriba hasta un paletizador Matthews. Los tableros de las esquinas se colocan alrededor de las cajas durante la paletización, lo que evita que el acabado resbaladizo del cartón se deslice sobre el palé durante el proceso de envoltura de este. El enfardado se realiza en un equipo de Orion Packaging Systems y, finalmente, las tarimas se descargan para esperar el envío.
Para Butler, el éxito del proyecto solo pone a andar la pelota de mejora continua y resalta otro cuello de botella para abordar a continuación. Pero eso es algo bueno.
 “Somos Bumble Bee, y esta instalación es nuestra colmena de operaciones de atún”, dijo Miguel Díaz, el conductor del montacargas en esa línea de empaque a quien se le ocurrió el apodo de “Queen Bee”, en la inauguración de la máquina, mientras comía un pastel. “Esta es nuestra abeja reina”.
“Somos Bumble Bee, y esta instalación es nuestra colmena de operaciones de atún”, dijo Miguel Díaz, el conductor del montacargas en esa línea de empaque a quien se le ocurrió el apodo de “Queen Bee”, en la inauguración de la máquina, mientras comía un pastel. “Esta es nuestra abeja reina”.
“En los empaques más pequeños, los de cuatro, el equipo no solo cumple con nuestros objetivos de velocidad. Parece que existe potencial para superarlos e ir aún más rápido. Dado que ya no es el cuello de botella, nos hace mirar otras facetas de la línea para ver si podemos aumentar esa velocidad. Ahora la preocupación no son las operaciones de multiempaque, la preocupación es qué podemos hacer con el resto de nuestro equipo para asegurarnos de obtener la mayor velocidad posible. Es un buen problema para tener”.