Por Beth Stackpole, Editor colaborador de Automation World
Impulsado por la proliferación de datos industriales y el crecimiento de las prácticas comerciales basadas en datos, OEE (efectividad general del equipo) sigue siendo una métrica de fabricación central dada su capacidad para reducir problemas de producción complejos a términos relativamente simples e impulsar la mejora continua.
OEE, que se puede usar para evaluar una sola máquina, una línea completa o una fábrica completa, es una ecuación relativamente simple basada en tres factores: Disponibilidad del equipo, específicamente el tiempo de ejecución dividido por el tiempo de producción planificado para ese activo específico, rendimiento: el tiempo de ciclo ideal multiplicado por el recuento total de productos/piezas, dividido por el tiempo de ejecución y la calidad, establecido por un buen total dividido por el recuento total. El objetivo de OEE es mejorar la eficiencia, reducir el tiempo de inactividad y los gastos operativos, y minimizar los desechos.
Calcular el OEE como una mejor práctica continua brinda a los fabricantes una verificación real de la planificación de la producción y las expectativas comerciales en función de lo que el equipo está haciendo en realidad en lugar de las suposiciones sobre lo que se supone que debe hacer. Como resultado, OEE sigue siendo una de las tres métricas principales para los fabricantes, según la encuesta Analytics That Matter 2020 de LNS Research realizada en asociación con MESA International. Más de la mitad (54 %) de los líderes analíticos dijeron que están rastreando OEE, lo que lo coloca solo detrás del seguimiento del margen de beneficio neto (63 %) y el seguimiento de entregas a tiempo (68 %), encontró la encuesta.
"OEE es una métrica fácil para comenzar, ya que no requiere tiempo de inactividad, no es una misión crítica y no va a romper su línea", dice Chris McLaughlin, director de ventas y marketing de Vertech, un integrador de sistemas que se especializa en automatización industrial. "También es fácil probar el ROI (retorno de la inversión), ya que crea una línea de base para la mejora continua, destacando cuánto ha mejorado la producción y cuánta eficiencia ha ganado".
La medición de OEE alguna vez fue un ejercicio manual, pero más recientemente la funcionalidad de OEE se ha abierto camino en el software MES, así como en los sistemas de control, las plataformas SCADA y los dispositivos informáticos de borde. Los avances en la conectividad de la planta y la mayor disponibilidad de datos en tiempo real a través de las plataformas de Internet industrial de las cosas (IIoT) le dan un nuevo rostro a la OEE al ampliar el acceso a datos del sistema empresarial y en tiempo real que pueden brindar contexto e información adicional para mejorar las puntuaciones de OEE.
“Las empresas están tratando de llevarlo más allá e integrarlo con otros sistemas para tener más en cuenta”, dice McLaughlin. “Cuanta más información pueda obtener de ERP y otros sistemas, más mejorará la capacidad de realizar una mejora continua porque comprenderá qué hay realmente detrás de por qué algo no está disponible o tiene un rendimiento deficiente”.
Evaluaciones de tendencias de producción
Hunter Industries depende de un variado panorama de automatización para producir sus equipos de riego e iluminación exterior. Con el monitoreo regular de OEE de las máquinas, comenzando con hojas de cálculo antes de pasar a la plataforma de Software de Ignición de Automatización inductiva en 2013, Hunter Industries puede estar al tanto del rendimiento de la máquina y mantener los objetivos de producción por buen camino.
“Hay una variedad de razones por las que una máquina no produce la cantidad que necesitamos”, dice Scott Corbett, gerente senior de capacitación y tecnología de operaciones de Hunter Industries. “OEE es el mejor método para averiguarlo y maximizar el rendimiento de la máquina”.
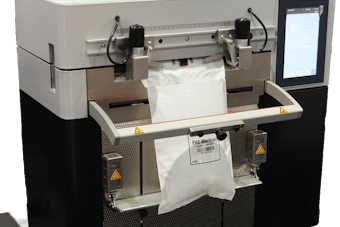
 OEE se utiliza para controlar el rendimiento en una línea de conversión de papel tisú en Cascades Tissue Group.Fuente: Cascades Holding US Inc.
OEE se utiliza para controlar el rendimiento en una línea de conversión de papel tisú en Cascades Tissue Group.Fuente: Cascades Holding US Inc.
Hunter Industries realiza principalmente OEE a nivel de máquina o línea para avanzar en los objetivos de rendimiento a largo plazo y en tiempo real. La empresa alimenta sus cálculos de OEE con datos en tiempo real de los PLC utilizando una combinación de métodos automatizados y manuales. Los resultados se muestran periódicamente a los empleados a través de paneles visuales en la planta, lo que les permite monitorear problemas y realizar ajustes esenciales.
“No se sabe si una máquina que ejecuta herramientas es medio segundo más lenta de lo que se supone que debe funcionar sin un sistema de monitoreo en tiempo real”, explica Corbett. “El rendimiento OEE en tiempo real es extremadamente beneficioso en una operación de moldeo de alto volumen para producir la cantidad correcta de piezas”.
OEE también proporciona valiosos datos de tendencias para que Hunter Industries evalúe pérdidas y ganancias sutiles a lo largo del tiempo, al mismo tiempo que proporciona objetivos de rendimiento medibles que se pueden aprovechar para impulsar el progreso. “Es útil tener algo que pueda recopilar datos durante períodos de tiempo cortos o largos para que los ingenieros puedan estar al tanto de apagar incendios y hacer progresos a largo plazo en proyectos de mejora de procesos”, dice Corbett.
Informar a operaciones y ejecutivos
Con 30 plantas que utilizan activos industriales estandarizados, Saint Gobain Sekurit es un fuerte defensor de OEE como una forma de medir y comparar el rendimiento en su huella de fábrica global, así como para la planificación de la capacidad.
 Vertech ayuda a clientes como Hunter Industries a crear métricas OEE para monitorear el rendimiento de la línea.Fuente: Vertech
Vertech ayuda a clientes como Hunter Industries a crear métricas OEE para monitorear el rendimiento de la línea.Fuente: Vertech
Como parte de su portafolio principal de KPI (indicadores clave de rendimiento) durante los últimos 15 años, el OEE se informa por turno y se extrae una vez al día del sistema MES de Saint Gobain Sekurit junto con algunos datos de entrada manual. Sebastien Thuillier, gerente de transformación digital de Saint Gobain Sekurit, dice que la compañía recientemente avanzó en sus informes de OEE utilizando la plataforma de datos de borde de Litmus para automatizar la recopilación de datos y permitir que cualquier persona desde cualquier lugar verifique el rendimiento de las líneas de fabricación clave. De hecho, las métricas de OEE no solo las utiliza el personal de planta de Saint Gobain Sekurit; también informa a los gerentes de logística, cadena de suministro y operaciones de mantenimiento para ayudarlos a enfocarse en la mejora continua, ya sea que implique ajustes en el inventario de repuestos o abordar problemas de confiabilidad.
La automatización de OEE garantiza que los datos se recopilen de manera estándar en todos los equipos y estén disponibles para cualquier sistema, lo que elimina la carga de los operadores de la planta y reduce la posibilidad de errores de comunicación.
Por supuesto, la capacidad de aplicar el monitoreo en vivo a las operaciones de producción no necesariamente mejora los informes de OEE, pero sí significa que el personal de Saint Gobain Sekurit recibe alertas sobre los problemas más rápidamente, lo que les permite responder más rápido e incluso anticiparse a los problemas en algunos casos. Al final, la acción correctiva se traduce en una mejor puntuación OEE.
“El sistema nos permite reaccionar más rápidamente para disminuir el tiempo de inactividad y abordar los problemas si una línea se detiene porque no hay más materias primas o falta un operador”, explica Thuillier.
Evitar el juego de la culpa
Para Glidewell Dental, la producción rentable de decenas de miles de dispositivos dentales de restauración específicos para pacientes requiere una gran automatización y una comunicación eficaz.
 El cálculo básico de OEE se realiza contemplando tres factores: disponibilidad, rendimiento y calidad.Fuente: OEE.com
El cálculo básico de OEE se realiza contemplando tres factores: disponibilidad, rendimiento y calidad.Fuente: OEE.com
Como parte de una iniciativa de automatización integral para permitir la fabricación conectada a la nube, puesta en marcha a través de una colaboración con Amazon Web Services (AWS) y la Universidad de California, Berkeley, Glidewell ha hecho de OEE una mejor práctica para garantizar un alto producción de calidad con el apoyo de los PC industriales de Beckhoff Automation y la plataforma de automatización TwinCAT3. Glidewell calcula el OEE cada 15 minutos a nivel de máquina para extrapolar los datos de toda la línea de producción.
El cálculo de OEE de nivel micro ayuda a evaluar cuántas piezas se rechazan en comparación con si una máquina está inactiva porque produjo demasiadas piezas o está funcionando con una calibración demasiado alta. Calcular el OEE a este nivel es particularmente importante para garantizar que el flujo de trabajo de producción automatizado funcione sin problemas en dos líneas que bombean 2000 unidades al día sin sacrificar la calidad de la producción.
“Nuestro proceso es altamente estadístico y las piezas que fresamos son muy frágiles”, dice Kunal Patil, gerente de ingeniería de automatización de Glidewell. “Cualquier pequeño desgaste en las herramientas puede generar inconsistencias en la pieza y cualquier pequeño cambio de calibración altera el rendimiento de las máquinas”.
Antes de calcular el OEE, habría muchos juegos de culpa y de señalar con el dedo en caso de que se produjera un problema o si no se alcanzaran los números objetivo porque no había un punto de referencia con el que medir ni una idea de por qué una máquina específica no funcionaba. “Ahora que tenemos OEE, sabemos exactamente qué máquina o pieza no está produciendo”, dice Patil. “Es una métrica de alto nivel que les dice a las personas si están perdiendo su tiempo u oportunidad debido a la falta de disponibilidad, el rendimiento o la calidad”.
Los términos simples de OEE también dejan claro qué grupo es responsable de abordar un problema. “Si perdimos una oportunidad por desempeño, eso es algo que tiene que trabajar el grupo de ingeniería, si es por disponibilidad, ese es un grupo diferente”, explica. “Proporciona un lenguaje común en el que todos entienden qué arreglar”.
Comparaciones de rendimiento de plantas
En Cascades Canada, una organización con más de 70 plantas de papel y pulpa, OEE ha sido una métrica de larga data que todos en la empresa toman en serio.
Los cálculos de OEE se realizan regularmente a nivel de línea y máquina individual, pero la métrica también se usa a nivel de planta para impulsar la mejora continua y mantener sus múltiples sitios esforzándose por alcanzar los mismos objetivos comerciales. Para garantizar la aplicación de este enfoque, Cascades Canada ha cultivado una cultura de OEE mediante el establecimiento de un Centro de Excelencia (CoE) y adoctrinando a los empleados en todos los niveles sobre la importancia de un puntaje OEE sólido y cómo la métrica y los datos relevantes pueden informar la acción para impulsar la mejora continua.
“Todos los KPI están disponibles a través de la plataforma Microsoft Power BI para que sean accesibles para todos, desde el presidente de la empresa hasta el gerente de la planta”, dice Claude Bedard, director de proyectos/Mantenimiento y Confiabilidad del CoE. “Si tiene dos días consecutivos de mala OEE, espera recibir una llamada del jefe preguntando qué está sucediendo y cuál es el plan de acción para solucionarlo”.
Cascades administra OEE a través de procesos en su mayoría manuales con operadores individuales que utilizan un sistema propio para capturar datos de una variedad de plataformas heredadas y SAP ERP para calcular puntajes. Más recientemente, sus esfuerzos de OEE están siendo pulidos por un proyecto para mejorar de manera integral la salud de los activos en sus 70 plantas utilizando las tecnologías de monitoreo de condición de Emerson. Si bien los datos detallados del estado de los activos no cambian directamente los cálculos de OEE, sí brindan una guía para las mejoras objetivo.
“Con su información sobre el estado de los activos, Cascades puede profundizar y descubrir qué debe mejorarse para obtener mejores resultados de OEE”, dice Alain Pellegrino, vicepresidente de soluciones de confiabilidad industrial de Laurentide Controls, un socio de impacto de Emerson que trabaja como un sistema integrador en el proyecto de salud de activos de Cascades Canada.
En el futuro, la estandarización de los términos y la codificación en los sitios dispares de la planta será una prioridad para obtener más valor de OEE y utilizarlo como una herramienta para comparar el rendimiento de la fábrica.
“Tenemos que asegurarnos de que cuando comparamos una fábrica de papel con otra y una tiene un OEE de 85 y la otra un OEE de 84, que la diferencia del 1 % sea real, no solo porque están haciendo el OEE de manera diferente”, dice Bedardo. “Estamos trabajando en gobernanza: códigos estándar y formas de realizar evaluaciones para asegurarnos que los datos se compilen de la misma manera”.