Al considerar la sustentabilidad, la mayoría de los fabricantes de máquinas se enfocan en cómo modificar el equipo para manejar los materiales ecológicos que los fabricantes están adoptando para el empaque del producto. Pero como parte de un objetivo de sostenibilidad más amplio, reducir el consumo de energía y convertirse en carbono neutral también es una prioridad para estas empresas. Y muchos fabricantes de alimentos y bebidas y productos farmacéuticos están recurriendo a los fabricantes de equipo original para ayudarles a crear una "máquina verde" energéticamente eficiente que respalde sus iniciativas de sustentabilidad corporativa.
Según un informe del Instituto de Investigación de Capgemini sobre operaciones sostenibles, de los 960 ejecutivos encuestados en industrias que van desde la aeroespacial y de defensa, automotriz, industrial y de bienes de capital, alta tecnología, productos de consumo, productos farmacéuticos y fabricación de dispositivos médicos, el 91 % tiene como objetivo lograr electricidad 100% renovable y 87% planea ser neutral en carbono para 2040.
Colgate-Palmolive es una de esas empresas con la misión de lograr cero emisiones netas de carbono para 2040. En septiembre pasado, Colgate anunció un paso que está tomando para reducir el desperdicio de energía en sus instalaciones de empaque de productos. Colgate está utilizando los sensores neumáticos de flujo inteligente Aventics AF2 de Emerson y una arquitectura de software habilitada para IIoT para monitorear con precisión el flujo de aire comprimido en tiempo real para identificar fugas, optimizar los procesos neumáticos y mejorar la eficiencia del flujo de aire.
Con los datos recopilados de las tecnologías de sensores y análisis de Emerson, Colgate ya ha visto una reducción del 15 % en el uso de energía en varias líneas de empaque de pasta de dientes y cepillos de dientes y espera ahorros de energía aún mayores a medida que la tecnología se implementa más ampliamente.
“Ahorrar energía a través del monitoreo del flujo de aire es solo la punta del iceberg”, dijo Warren Pruitt, vicepresidente de servicios de ingeniería global de Colgate-Palmolive, en un comunicado. “Con una mentalidad de prueba y aprendizaje, podemos escalar lecciones exitosas a lo largo de nuestra huella global y ayudar a lograr nuestros objetivos de sustentabilidad”.
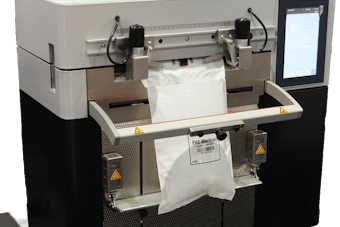
Según las empresas, dada la gran dependencia de la neumática en la producción de bienes de consumo a gran escala, reducir la cantidad de energía asociada con el aire comprimido contribuye no solo a los esfuerzos de sustentabilidad, sino también a la salud y confiabilidad general del equipo. Montado en línea como un dispositivo independiente o como parte de un sistema de preparación de aire, el Emerson Aventics AF2 monitorea el uso de aire comprimido en tiempo real.
Montado en línea como un dispositivo independiente o como parte de un sistema de preparación de aire, el Emerson Aventics AF2 monitorea el uso de aire comprimido en tiempo real.
De hecho, los expertos de la industria están de acuerdo en que los sistemas de aire comprimido, vapor y electromecánicos son los mayores culpables cuando se trata de energía desperdiciada. Y los fabricantes de equipos originales tienen el potencial de compensar algo de esto agregando motores y variadores de energía eficientes, por ejemplo, o agregando sensores y análisis inteligentes que ayudarán a los fabricantes a comprender cómo reducir el uso de energía en los equipos.
Por dónde empezar
Una pregunta común es: "¿Por dónde empiezo?" Y una respuesta común es: "Empiece por hacer una evaluación de dónde pueden obtenerse las mayores ganancias con la menor cantidad de esfuerzo", dice Nathan Hedrick, gerente nacional de productos de Endress+Hauser. “Por lo general, encuentro que algunos de los mayores consumidores de energía son el aire comprimido y el vapor, donde pequeños cambios pueden generar grandes ahorros”.
Endress+Hauser fabrica instrumentación de campo que se utiliza para medir y monitorear el nivel de flujo, la presión, la temperatura y los líquidos. “Estos instrumentos son los ojos y los oídos del proceso y son importantes para los esfuerzos de sustentabilidad porque pueden generar líneas de base que pueden monitorearse, medirse e informarse para ver tendencias”, dice Mark Thomas, gerente del grupo de marketing industrial de Endress+Hauser.
Sean Silvey, especialista en aplicaciones de productos de Fluke Corp., un fabricante de herramientas de prueba y medición eléctricas, está de acuerdo en que una evaluación energética es un buen primer paso. “Pero en energía, no existe un cuerpo de investigación para que un gerente de planta industrial lo use para establecer líneas de base sobre cómo se ve el uso de energía 'razonable' en una instalación de fabricación. Entonces, ¿cómo evalúa qué parte del uso de energía actual es razonable y qué es un desperdicio? O, de esa porción derrochadora, ¿qué proporciona un ROI lo suficientemente alto como para abordarlo? El ROI que se discute aquí es el costo por kilovatio hora cobrado por la empresa”.
Los analizadores de energía y calidad eléctrica de Fluke solucionan problemas de calidad eléctrica y descubren el costo de la energía desperdiciada. Múltiples parámetros se miden simultáneamente y se muestran en formatos que describen rápidamente el estado general de la calidad de la energía. Y comprender los puntos de desperdicio de energía es clave. “Cada sistema y operación tiene el potencial de ser un punto de desperdicio que puede mitigarse o remediarse”, dice Silvey. “El objetivo es mapear el uso de energía de equipos y procesos específicos para ver dónde se desperdicia la energía para cuantificar el desperdicio y priorizar mejoras o reemplazos en función de la vida útil del equipo, así como qué modificaciones pueden generar el mejor retorno en la inversión."
La "lista de verificación de eficiencia energética" de Silvey comienza con un perfil de uso de energía y luego rastrea el consumo de energía para comprender los puntos de desperdicio de energía. Advierte que los fabricantes no deben tratar de administrar cada kilovatio consumido por la instalación, sino dividir la instalación en la infraestructura eléctrica y luego en los sistemas clave. “La comprensión de los componentes energéticos básicos permite a un electricista configurar equipos de registro de energía para medir los niveles generales y la calidad del consumo y luego rastrear cuándo se consume energía”, explica Silvey. “Los mayores ahorros de energía provienen de determinar cuándo alcanza su punto máximo el uso de energía, evaluar el consumo general de energía en comparación con las facturas de servicios públicos y posiblemente reequilibrar las cargas”. Los analizadores de calidad de energía trifásicos de Fluke capturan cientos de parámetros de energía.Foto cortesía Fluke Corp.
Los analizadores de calidad de energía trifásicos de Fluke capturan cientos de parámetros de energía.Foto cortesía Fluke Corp.
Al registrar la energía de cada sistema principal y mapear esos costos contra las facturas de servicios públicos para cuantificar dónde y cuándo se produce el consumo, las empresas a menudo pueden obtener ahorros mediante simples cambios operativos y de programación, dice Silvey.
Medición para más producción
Hay otras formas de medir el uso de energía más allá de revisar la factura de servicios públicos, y comienza con la recopilación de datos de un medidor de energía conectado a un componente del equipo, un transportador o una bomba, por ejemplo, y poniéndolos en un historial como una forma de mantener la historia del equipo para buscar optimizaciones. “A medida que lo supervisa a lo largo del tiempo mediante un tablero, tiene un conjunto de datos y puede usar análisis para obtener eficiencia”, dice Gimmi Filice, gerente senior de productos de GE Digital.
Además de los historiadores, los sistemas de ejecución de fabricación (MES), que se utilizan para programar líneas de producción, también se pueden vincular al software de gestión de instalaciones para ver cuándo las diferentes líneas están inactivas y se pueden apagar. Un gran fabricante de automóviles que utiliza el software Proficy MES de GE Digital pudo ahorrar alrededor de un 15 % en el uso de energía con solo observar qué líneas no funcionaban durante ciertas horas de la noche y atenuar las luces y apagar los equipos de alta energía, dice Filice.
Otros clientes están llevando las herramientas de transformación digital a otro nivel, como usar inteligencia artificial y tecnología de gemelos digitales para hacer predicciones sobre el rendimiento de los equipos.
Resulta que los datos son un aspecto importante del ajuste de energía. Sin embargo, observar una parte de los datos puede ayudar a modificar una máquina o una línea, pero no proporciona una visión holística, que es necesaria para optimizar verdaderamente el uso de energía. “A menudo he descubierto que nuestra propia instrumentación tiene mucho más potencial desbloqueado en forma de datos no utilizados que los usuarios no aprovechan por completo para su beneficio”, dice Hedrick de Endress+Hauser.
Ahí es donde entran en juego nuevos tipos de tecnologías de captura de datos de fabricación, como Sight Machine, una plataforma que convierte datos de planta no estructurados en una base de datos estandarizada.
 Cimplicity HMI/SCADA de GE Digital proporciona un panel visual del consumo de energía.
Cimplicity HMI/SCADA de GE Digital proporciona un panel visual del consumo de energía.
“Un fabricante debe saber cuántas unidades está produciendo y cuánta energía está utilizando, pero debe marcar hacia abajo para ver dónde se está utilizando... para llegar a ese nivel no solo de eficiencia de planta o eficiencia de línea, sino también de eficiencia de activos”, dice Matt Smith, vicepresidente senior de transformación digital de Sight Machine.
“La capacidad de hacer recomendaciones usando Sight Machine es fácil”, dice Smith. “Tenemos herramientas, las llamamos libros de cocina, donde tienes recetas de lo que quieres hacer, y te diremos la forma más eficiente de hacerlo haciendo todo el pesaje estadístico por ti. Los libros de cocina analizan todos los datos históricos y, en función de las condiciones, ya sea la humedad, las materias primas, etc., le brindan el mejor conjunto de condiciones de funcionamiento con la menor cantidad de agua posible, por ejemplo”.
Mirando hacia el faro
En 2020, la fábrica de Schneider Electric en Lexington, Kentucky, fue reconocida como un "faro" por el Foro Económico Mundial (WEF), que, junto con McKinsey & Company en 2018, creó la iniciativa Global Lighthouse Network. Los "faros" son empresas que utilizan de manera efectiva las tecnologías de la cuarta revolución industrial (4IR) para impulsar la transformación digital. Y como resultado, estas empresas son reconocidas como modelos a seguir por otras.
La estrategia de gestión de energía digital de la fábrica de Lexington aprovecha la conectividad IIoT con medidores de energía y análisis predicativos para capturar una mayor granularidad del consumo de energía a fin de optimizar los costos de energía. Y la empresa ha podido reducir el uso de energía en un 26 %, vio una reducción neta de CO2 del 30 % y una reducción del uso de agua del 20 %. Con ese progreso, el año pasado la fábrica de Schneider Electric, una instalación industrial abandonada de 60 años que fabrica interruptores de seguridad y disyuntores, fue seleccionada por WEF como una de las tres únicas instalaciones en el mundo en ser nombrada "faro de la sostenibilidad".
"Es un testimonio del trabajo que hemos estado haciendo en Lexington y un reflejo de la misión más amplia de Schneider", dice Luke Durcan, director de la plataforma EcoStruxure de Schneider Electric. “Hemos estado en el camino de la sostenibilidad de la descarbonización durante muchos años”.
Schneider Electric utiliza parte de su propia tecnología para comprender el nivel base real en la planta, incluidos sus medidores de potencia PowerLogic, las herramientas de análisis y visualización de energía EcoStruxure Power Monitoring Expert que extraen datos de medición y de la máquina en la capa de control, y Aveva Insight, una plataforma en la nube que utiliza inteligencia artificial para crear información procesable para mejorar la confiabilidad de los activos y el rendimiento operativo. Aveva puede integrar sistemas empresariales, MES, series temporales y datos de energía no secuenciales en una única plataforma en la nube para realizar análisis. En la fábrica inteligente de Schneider Electric Lexington, los ingenieros y gerentes de planta usan el software Aveva para ver y optimizar el consumo de energía en toda la planta.Foto cortesía de Schneider Electric
En la fábrica inteligente de Schneider Electric Lexington, los ingenieros y gerentes de planta usan el software Aveva para ver y optimizar el consumo de energía en toda la planta.Foto cortesía de Schneider Electric
Durcan está de acuerdo con Smith en que la capacidad de rastrear el uso de recursos y energía no solo a nivel de planta, sino también a nivel de producto, es realmente importante. La planta de Lexington, por ejemplo, es una instalación de alto volumen y baja mezcla, y cuando fabrica productos de la misma manera todos los días, administrar los recursos es sencillo. Pero ese es raramente el caso. “Muchas cosas cambian, especialmente en un entorno de fabricación por lotes. Los procesos cambian, los métodos utilizados para producir cosas están cambiando, por lo que la capacidad de rastrear los recursos y la energía, no a nivel de planta sino a nivel de producto, es importante”, señala Durcan. “Necesita asociar los recursos con el producto real que fluye a través de la instalación. Tenemos que pensar no solo en lo que hace una planta semana a semana o año a año, sino también qué productos están haciendo y cómo optimizarlos”.
Eso significa ampliar el alcance no solo de lo que sucede en la planta, sino también de la cadena de suministro extendida. Puede ser difícil recopilar todos esos datos, pero es un cambio de paradigma importante cuando se trata de medir el uso de energía.