Por David Miller
El control de calidad está en el corazón de una buena fabricación, ya que los productos de calidad inferior tienden a resultar en costos hundidos en el mejor de los casos y en clientes descontentos o insatisfechos en el peor. En el pasado, la mayor parte del trabajo de control de calidad se realizaba a posteriori, y los productos terminados se inspeccionaban en lotes para garantizar que cumplían con ciertos estándares. Sin embargo, este enfoque tiene varios inconvenientes. Por ejemplo, si un defecto de calidad resultara de un proceso de producción defectuoso, puede afectar a un lote completo de productos terminados, lo que significa que es posible que sea necesario desecharlos para que la línea pueda volver a funcionar.
Afortunadamente, los cambios en la tecnología se están alejando de la inspección después de ese hecho y avanzando hacia metodologías de garantía de calidad continua en tiempo real, que permiten evitar tales perspectivas. Además del uso de inteligencia artificial (IA) y algoritmos de aprendizaje automático para medir la producción en tiempo real o incluso predecir problemas por adelantado, los sensores más sofisticados también juegan un papel importante al proporcionar los datos de entrada necesarios.
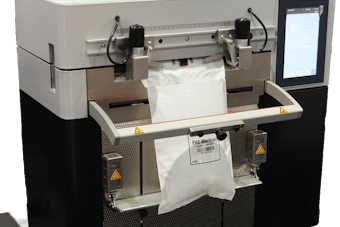
 El monitoreo continuo de la humedad impulsado por tecnología inteligente permite el seguimiento de las tendencias históricas de rendimiento.
El monitoreo continuo de la humedad impulsado por tecnología inteligente permite el seguimiento de las tendencias históricas de rendimiento.
“Ya sea que los fabricantes estén mezclando, fundiendo, homogeneizando o secando, sin contacto, la tecnología inteligente en línea permite la medición rápida y automática de la humedad en el 100% del producto o las entradas, junto con la capacidad de ajustar instantáneamente el proceso. Esto puede optimizar la calidad, así como minimizar el desperdicio y el re-procesamiento correctivo”, dijo John Bogart, director gerente de Kett, un fabricante de analizadores de humedad y composición orgánica.
Kett proporciona sensores inteligentes capaces de calcular la humedad rápidamente utilizando la potencia informática integrada, una capacidad que es posible gracias a la cantidad de capacidad en constante expansión que se empaca en microprocesadores cada vez más pequeños. Los sensores de Kett también son capaces de transmitir datos en tiempo real a teléfonos inteligentes, PCs y otros dispositivos, incluso si no están conectados a la arquitectura de red de una planta. Además, estos sensores pueden enviar automáticamente alertas para notificar a los operadores cuando se han superado ciertos parámetros y condiciones límite. Además, el almacenamiento de estos datos puede permitir el seguimiento de las tendencias históricas de rendimiento, los ritmos cíclicos y las fallas periódicas, lo que ayuda al personal de la planta a pasar de un enfoque reactivo a uno proactivo.
Quizás lo más importante es que al renunciar a los métodos de prueba de laboratorio convencionales que a menudo requieren equipos voluminosos repletos de cables y cableado de varios tipos, se puede ahorrar un valioso espacio en el piso. Esta es una preocupación creciente en la industria que está impulsando numerosas tendencias que van desde opciones de transporte modular hasta el uso de controladores de borde para eliminar la necesidad de gabinetes de control.
“Con las pruebas típicas, cuando los resultados llegan del laboratorio, cualquier producto fuera de especificaciones ya puede procesarse, empacarse y enviarse. Si los fabricantes no están midiendo en tiempo real, inevitablemente habrá alguna variación en los insumos, el proceso y la calidad”, dijo Bogart. “La instalación de equipos de prueba en línea en sistemas de producción con espacio limitado puede resultar difícil cuando los alambres y cables deben conectarse a una variedad de instrumentos periféricos. En tales casos, el costo de la mano de obra, la instalación y la integración del sistema puede ser tanto como el dispositivo en sí”.
El enfoque de Kett funciona mediante el uso de luz de infrarrojo cercano (NIR) como medida sin contacto, lo que les permite recopilar y transmitir varias veces por segundo, lo que da como resultado métricas en tiempo real que ahorran tiempo, mano de obra y costos.
Según Bogart, los medidores de humedad NIR pueden proporcionar mediciones altamente precisas de sólidos, líquidos y lodos sin necesidad de contacto o penetración de la muestra, lo que significa que no existe riesgo de contaminación. Además, una vez que el medidor ha sido calibrado según los estándares de producción de laboratorio típicos, los datos de calibración se pueden almacenar dentro del dispositivo para que no haya necesidad de programación o configuración excesiva. Las capacidades de monitoreo también se pueden integrar con el software de recopilación y análisis de datos Kett Tracker que lo acompaña para mejorar la detección de errores, el análisis de defectos y los resultados de calidad.
“En última instancia, la tecnología inteligente de medición de humedad se traduce en un control de proceso, una calidad y una producción superiores sin los inconvenientes inherentes de las pruebas de laboratorio o por lotes más lentas y laboriosas”, concluyó Bogart.