Los avances tecnológicos en automatización continúan allanando el camino para aumentos importantes en la productividad, ya que los fabricantes están encontrando nuevas formas de integrar sistemas más sofisticados en la planta. Las empresas de mecanizado y ensamblaje no son una excepción a esta tendencia, y Strausak, con sede en Suiza, es solo un ejemplo. Sus modelos U-Grind están diseñados para alinear y rectificar herramientas especiales, especialmente para lotes pequeños que requieren con frecuencia la producción de geometrías complejas. Strausak automatizó recientemente el funcionamiento de sus máquinas U-Grind al integrar los codificadores rotativos EQI 1100 de Heidhain en los seis ejes de un brazo de posicionamiento Staubli incorporado. El robot está integrado en la caja de la máquina, pero se encuentra fuera del área de trabajo del equipo, lo que les brinda a los operadores acceso sin restricciones para la configuración.
Lo que hace interesante el enfoque de Strausak es que esta no es una aplicación típica para la robótica. "Antes de este producto, nunca hubiera creído que las secuencias de movimiento precisas pudieran llevarse a cabo con tanto éxito con un robot industrial", dice Alexandre Condrau, director gerente de Strausak. "Mover objetos, como piezas, desde los portaherramientas y la carga ajustada de kits de herramientas no parece ser un gran problema hasta que se tienen en cuenta las exigencias con respecto a la precisión del ajuste de los portaherramientas y la carga ajustada de los kits de herramientas.
La configuración de la máquina heredada de Strausak requería que las píezas se cargasen manualmente o con un simple cargador de recogida. Ambos enfoques limitaron el equipo a la producción de prototipos o lotes pequeños, y la configuración de la máquina no permitiría turnos sin operador.
La automatización de este proceso liberaría a los operadores durante los largos tiempos de funcionamiento de las máquinas. El material de la herramienta de metal duro y sus geometrías complejas pueden traducirse en varias horas al moler incluso pequeñas series de herramientas especiales. Además, como con la mayoría de los sistemas de fabricación, el espacio limitado en el piso de fabricación fue un desafío, al igual que la integración de kits de bloques en un área de superficie limitada.
"El diseño delgado de nuestra pinza doble robótica cumplió con los requisitos de espacio limitado y otro desafío fue la amplia gama de dimensiones en bloque", dice Condrau.
 Al igual que con la mayoría de los sistemas de fabricación, el espacio limitado fue un desafío junto con la integración de kits de muestras en un área de superficie limitada.
Al igual que con la mayoría de los sistemas de fabricación, el espacio limitado fue un desafío junto con la integración de kits de muestras en un área de superficie limitada.
Si bien las pinzas de máquina-herramienta convencionales tienen tolerancias amigables con la automatización, las piezas de expansión hidráulica utilizadas con frecuencia fueron un desafío para el robot TX60L de Staubli y la pinza de extremo de brazo –debido a tolerancias de diámetro— de solo unas pocas centésimas de milímetro.
Retirar la herramienta del kit bien cargado, moverla al portaherramientas e insertarla también planteaba secuencias de movimiento complejas para el brazo del robot. Este proceso se ejecuta, en orden inverso, después de la secuencia de molido.
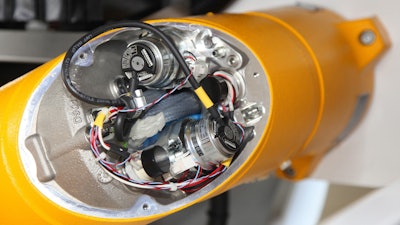
"Dependemos de los codificadores para el posicionamiento del cabezal giratorio de nuestras máquinas rectificadoras y, por lo tanto, del posicionamiento sensible del disco rectificador", dice Condrau. Para el posicionamiento del cabezal giratorio, el diseñador de la máquina eligió los codificadores de ángulo ERA 400 de Heidenhain.
La rectificadora incluye un codificador por motor, con un motor por eje de robot. Stäubli utiliza los codificadores rotativos inductivos absolutos de Heidenhain con una resolución de 18 bits para el total de unidades de seis ejes del robot. Todas las unidades deben ser interpoladas para permitir la implementación de los movimientos de inserción y deposición en línea recta.
Según Strausak, las desviaciones permitidas en cada uno de los seis ejes son muy limitadas en este contexto porque esa es la única forma en que el proceso puede controlarse de manera confiable.
El protocolo de comunicaciones industriales entre el codificador y el controlador del robot es el EnDat 2.2 de Heidenhain, que permite el posicionamiento mediante un protocolo seguro. El diseño también permite una posición segura del codificador SIL3 y funciones de memoria que almacenan datos relevantes del robot. Strausak proporciona integración de servicios y soporte en la creación de rutas seguras estándar y también asesora sobre los cambios en esas rutas robóticas para los clientes.
El controlador del robot entrega información sobre el robot y la aplicación a través de OPC UA.
"Muchos de nuestros clientes son pequeñas empresas o incluso operaciones de una sola persona. Necesitan tecnología funcional que sea fácil de operar y les brinde el mayor apoyo posible en sus tareas", dice Condrau.
Strausak también ve más posibilidades de desarrollo que podrían ayudar aún más a sus clientes. "Actualmente estamos trabajando en el [proceso de] seguimiento y reagrupamiento del robot cuando inserta herramientas muy largas en los portaherramientas", agrega Condrau. "[Nos damos cuenta de que] también sería muy interesante para los clientes si el robot no solo pudiera cambiar las herramientas, sino también los soportes".